В данной статье мы рассмотрим информацию по количеству осей и их предназначению у современных токарных, токарно-фрезерных станков с чпу.

1) Оси токарных и токарно-фрезерных станков с чпу.
Рассмотрим различные варианты расположения осей у токарных и токарно – фрезерных станков с чпу.
Между собой имеются отдельные виды станков, изучим их предназначения и конечно наименование всех видов осей:
a) Токарные станки с чпу или без чпу, с горизонтальной станиной.
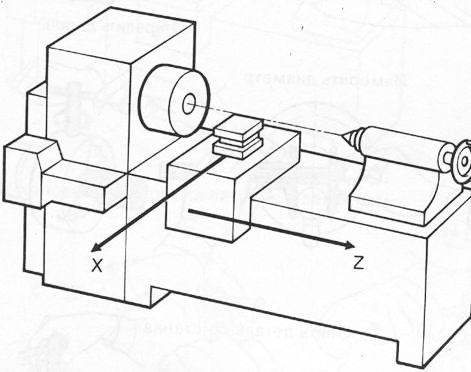
Это самый начальный вид станков токарной группы, предназначены в основном для функций точения, растачивания, нарезания резьбы, отрезания, обтачивания, чернового и чистового растачивания. У данного вида станков 2 оси: а именно – ось Z (главная ось, располагается у всех токарных станков горизонтально (кроме вертикально – токарных станков, там она располагается вертикально), ось X – это ось инструмента (револьверная голова или сменщик инструмента на 4 позиции.
b) Токарно-фрезерные станки с наклонной станиной (данные станки не оснащаются приводным инструментом, обычно устанавливаемым на револьверной голове, или имеют вариант опции установки).
У данного вида станка станина имеет наклон. В чем же разница между наклонной станиной и горизонтальной станиной токарных станков, если очень кратко, то:
Основное отличие в жесткости конструкции станка, точности обработки, качество удаления стружки. У наклонной станины - высокая точность и скорость обработки, рмц обычно не имеет больших значений, за исключением особого вида моделей, как например здесь, прямая станина, рассчитана для тяжелых видов обработки, имеет большие значения рмц, вот пример станков, где имеется возможность обработки заготовок до 350 тонн.
На данных видах станков устанавливается револьверная голова с инструментом, но на ней нет приводного вида инструмента (это отдельные блоки инструментов, которые в составе своем имеют самостоятельный привод, для осуществлении функций фрезерования, сверления, лазерной сварки и резки, зубофрезерования).
Количество осей на таких станках - 2, 3 - опционально. Ось Z - главная ось, располагается у всех токарных станков горизонтально (кроме вертикально – токарных, там она располагается вертикально), но уже станина находиться под углом наклона (35, 45 градусов, преимущество расположения станины под углом 35 градусов - эффективное удаление стружки, точность и стабильность, защита направляющих, жесткость конструкции), ось X – это ось инструмента (револьверная голова или специализированный блок инструмента. Ось C на данных станках не устанавливается в стандартной комплектации.
с) Токарно-фрезерные станки с наклонной станиной, осью С и приводным инструментом без оси Y (здесь уже на револьверной голове устанавливается приводной инструмент, который имеет собственное независимое вращение.)
Количество осей здесь 3: Ось Z - главная ось, располагается у всех токарных станков по горизонтали, (кроме вертикально – токарных, там она располагается вертикально), станина находиться под углом наклона (35, 45 градусов, преимущество расположения 35 градусов мы рассмотрели выше), ось X – это ось инструмента (револьверная голова или специализированный блок инструмента). Ось C – это ось вращения токарного патрона по часовой и против часовой стрелки, для осуществления функции фрезерования.
Ось C обеспечивает двунаправленное движение шпинделя, которое имеет интерполяцию с перемещением оси X и/или Z.
Функция оси C (опция) позволяет станку осуществить обработку по контуру. Применяется в фрезеровании, сверлении и нарезании резьбы. Высокая точность индексации.
d) Токарно-фрезерные станки с наклонной станиной и приводным инструментом с осью Y (специализированная ось Y, устанавливается на станках, где требуется сложная специализированная обработка, обработка пазов).
Если представить просто, то у нас имеется револьверная голова, так вот ось Y, это движение данной револьверной головы перпендикулярно относительно оси Z. Значения перемещений у современных станков с чпу могут быть различными: 50, 75, 80, 100, 150, 200 мм.
Количество осей представлено следующими значениями: Ось Z по горизонтали, ось X – это ось инструмента (револьверная голова). Ось C – это ось вращения токарного патрона по часовой и против часовой стрелки, для осуществления функции фрезерования. Ось Y, движение револьверной головы перпендикулярно относительно оси Z.
На такой вид станка может быть установлено 2-3 револьверные головы, тогда добавляется соответствующая ось X2, X2 и Y2,Y2. Вот пример модели:
e) Токарно-фрезерные станки чпу с револьверной головой и контршпинделем.
Количество осей представлено следующими значениями: Ось Z по горизонтали, ось X – это ось инструмента (револьверная голова). Ось C – это ось вращения токарного патрона по часовой и против часовой стрелки, для осуществления функции фрезерования. Ось Y, движение револьверной головы перпендикулярно относительно оси Z.
Оси контршпинделя: Ось С2 – вращение контршпинделя, ось Z2 – движение по горизонтали контршпинделя (sub spindle). Здесь Вы можете рассмотреть подробно модели станков с контршпинделем.
Также на данные виды станков, устанавливается 2, 3 револьверные головы. Соответственно это дополнительные оси движения.
f) Токарно-фрезерные станки с поворотным шпинделем (9-12 осей).
Это самый сложный вид токарно-фрезерных станков с чпу. Здесь представлены модели данных станков. Станки могут иметь вариант различного оснащения, соответственно оси будут располагаться и иметь собственные значения:
1. Шпиндель, контршпиндель, инструментальный поворотный шпиндель.
2. Шпиндель, контршпиндель, инструментальный поворотный шпиндель, блок с набором инструментов.
3. Шпиндель, контршпиндель, инструментальный поворотный шпиндель, одна револьверная голова.
4. Шпиндель, контршпиндель, инструментальный поворотный шпиндель, 2 револьверные головы.
5. Вариант станка, где на место поворотного шпинделя устанавливается дополнительная револьверная голова.
Количество осей представлено следующими значениями: Ось Z, Z1 по горизонтали, ось X, X1, X2 – это ось инструмента (револьверная голова, в количестве 1, 2, 3). Ось C – это ось вращения токарного патрона по часовой и против часовой стрелки, для осуществления функции фрезерования (шпиндель, контршпиндель). Ось Y, Y1, Y2, движение револьверной головы перпендикулярно относительно осей Z. Ось B -ось наклона поворотного шпинделя.
В следующей статье мы рассмотрим информацию по количеству осей и и их предназначению на следующих видах станков:
Оси фрезерных станков (3, 4, 5 осей)
Оси листогибочных прессов
Оси токарных автоматов продольного точения
Оси электроэрозионных станков
Оси горизонтально-расточных станков
Оси обрабатывающих горизонтальных центров