Всем привет! Из-за нехватки времени давно не было новых статей, да и тем для их написания особо не было. За это время сделал 2 намоточных станка ЭНС-1, которые немного отличались от первого лишь двигателем. Но, сегодня статья про новый тип станка - барабанный галтовочный.
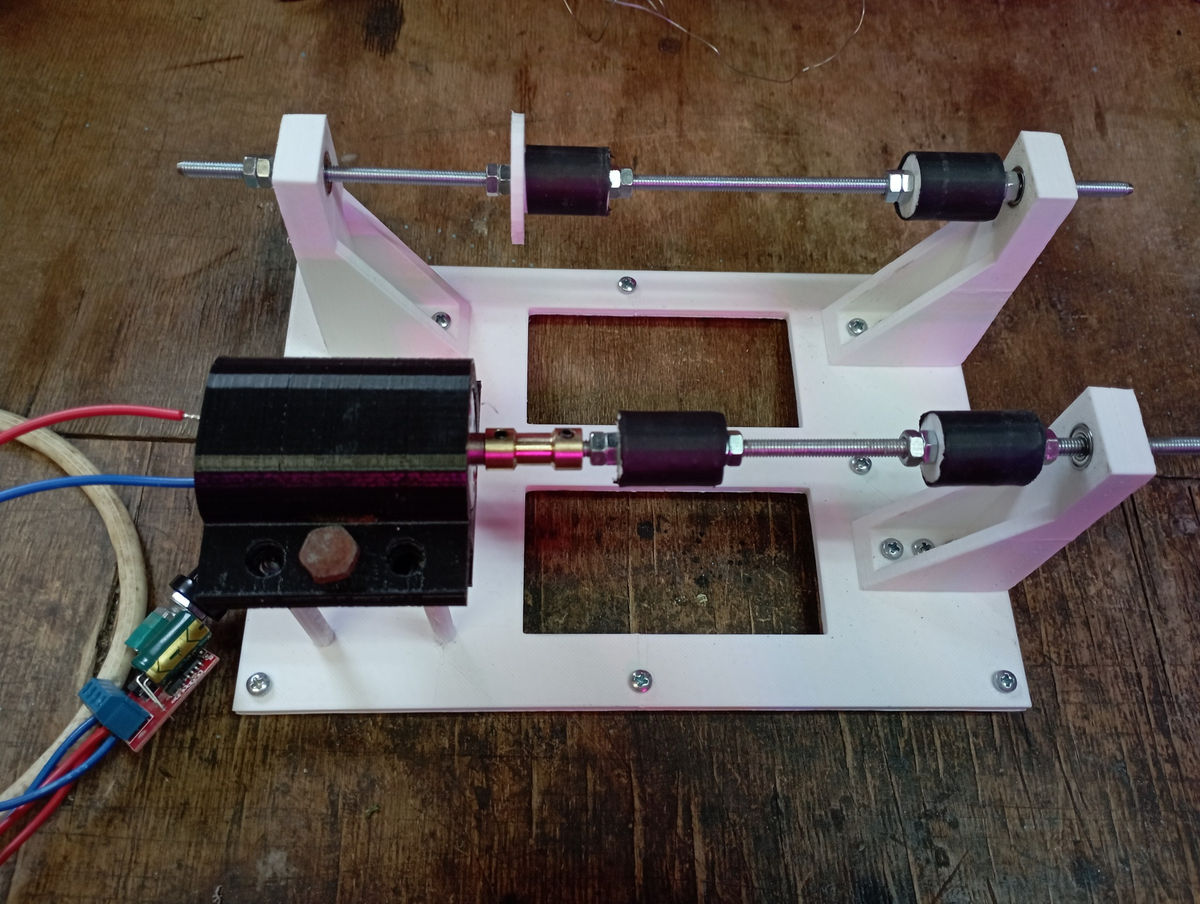
Выше - первая модель. Всё, кроме крепления двигателя(оно из PETG), напечатано из пластика PLA. В качестве барабана использовалась стеклянная банка объемом 0.5 литра. В качетсве абразива - речной песок. Более в этой версии я ничего не обрабатывал, так как распечатал вторую, компоненты в ней те же самые, отличие только в материале - ABS пластик.
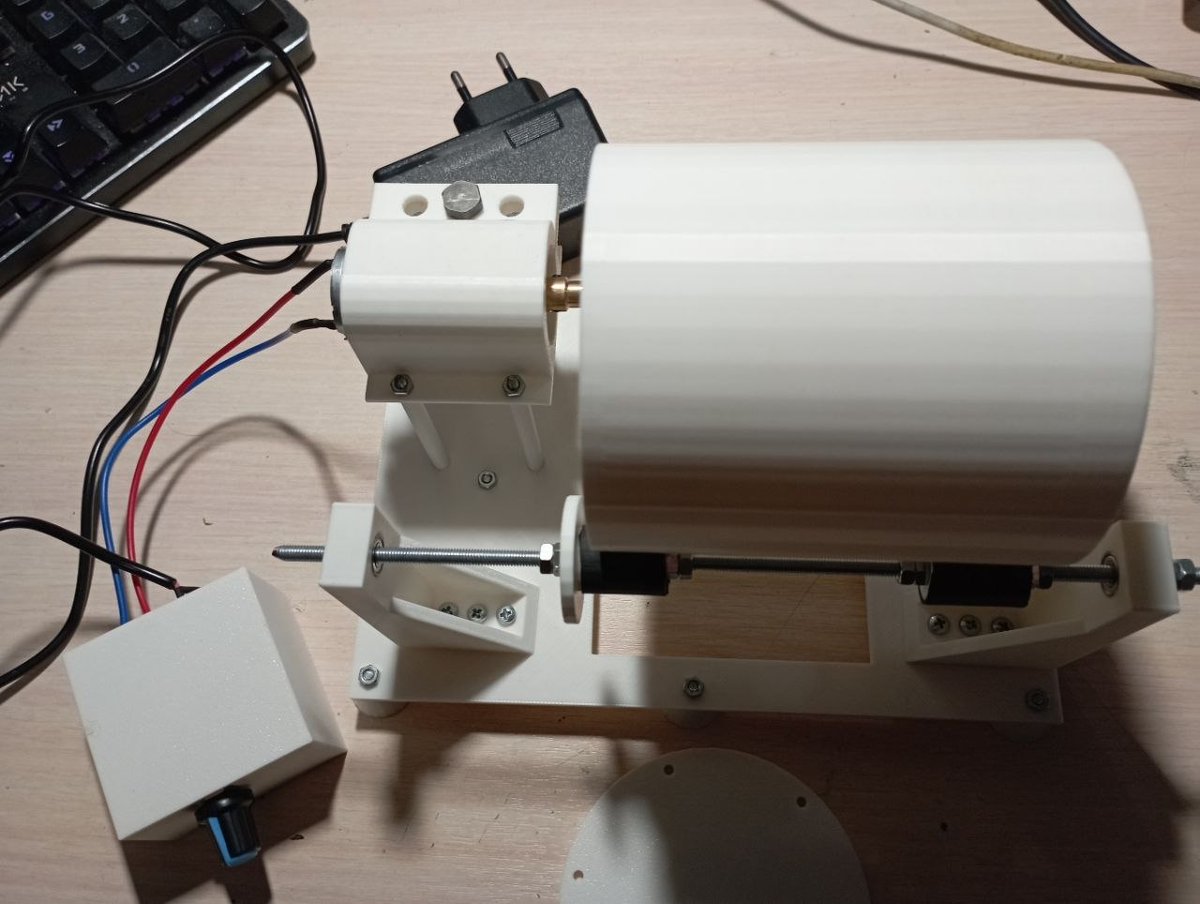
Так как данная модель была уже для продажи, в комплекте к ней шли регулятор оборотов в корпусе + блок питания на 12В. Также распечатал к ней барабан с шестигранной внутренней поверхностью (для лучшего перемешивания).
Но обработку деталей тестировал всё также в стеклянной банке (так как новый барабан к тому моменту был не до конца готов). В итоге получились такие результаты:
Режим был такой:
1) 2 часа мокрой обработки в гранитной крошке (фракция 2-5мм).
2) 2 часа в речном песке (сухая обработка).
Также хочу сказать, что данный станок не предназначен для очистки глубоких очагов коррозии. Фактически, он нужен для финальной обработки материалов, для придания матовой поверхности. Но при прогонке деталей в течение длительного времени(например, неделя), вероятно, и глубокие очаги коррозии тоже очистятся.
Еще данный станок подходит для обработки камней. При длительной обработке с регулярной сменой абразива (переход на более мелкую фракцию) удается получать камни с очень гладкой поверхностью. Достигается это конечной обработкой абразивом, который по своему размеру близок к длине волны видимого излучения (400-760нм). Благодаря такой обработке камни теряют неровности, которые тоже сопоставимы с длиной волны видимого спектра, что придает им гладкую и зеркальную поверхность. Но для получения такого результата требуется обработка в течение нескольких недель.
Ну а на сегодня у меня всё. Всем до скорого!