Практика, а не “инструкция из паспорта станка”
Форматно-раскроечный станок — это не просто пила, которая “режет ЛДСП”.
Это система, где качество кромки формируется до того, как диск коснулся материала.
И если у вас появляются сколы, уходит размер или “рвёт ламинацию” — проблема почти никогда не в одном факторе.
Это всегда комбинация:
- инструмента
- настройки
- подачи
- материала
- состояния узлов
Главная ошибка: пытаться лечить сколы скоростью
Когда появляется скол, типичная реакция:
- уменьшить подачу
- увеличить обороты
- поменять диск
Иногда помогает.
Но чаще — просто маскирует причину.
Потому что скол — это не “скорость реза”.
Это неправильная работа входа/выхода зуба диска и разрушение ламинированного слоя.
1. Пильный диск — основа всего
Что критично:
Тип диска
- основной диск (основной рез)
- подрезной диск (антискол)
Без подрезного блока качественный рез ЛДСП в промышленном режиме — почти случайность.
Геометрия зуба
- трапециевидный зуб (TF)
- переменный угол заточки
- отрицательный/положительный угол атаки
Состояние заточки
Даже идеальный диск теряет качество не “вдруг”, а постепенно:
- микросколы зуба
- нагрев
- увеличение усилия реза
- рост вырыва волокон
Симптом:
Если диск “тянет” материал — он уже не режет, а рвёт.
2. Подрезной диск — ключ к отсутствию сколов
Это самый недооценённый элемент.
Его задача:
заранее надрезать декоративный слой снизу
Правильная настройка:
- глубина: на 0.1–0.3 мм больше толщины ламинации
- строго по оси основного диска
- без смещения
Ошибка:
- Несовпадение осей
- рез получается “двойной”
- сколы увеличиваются
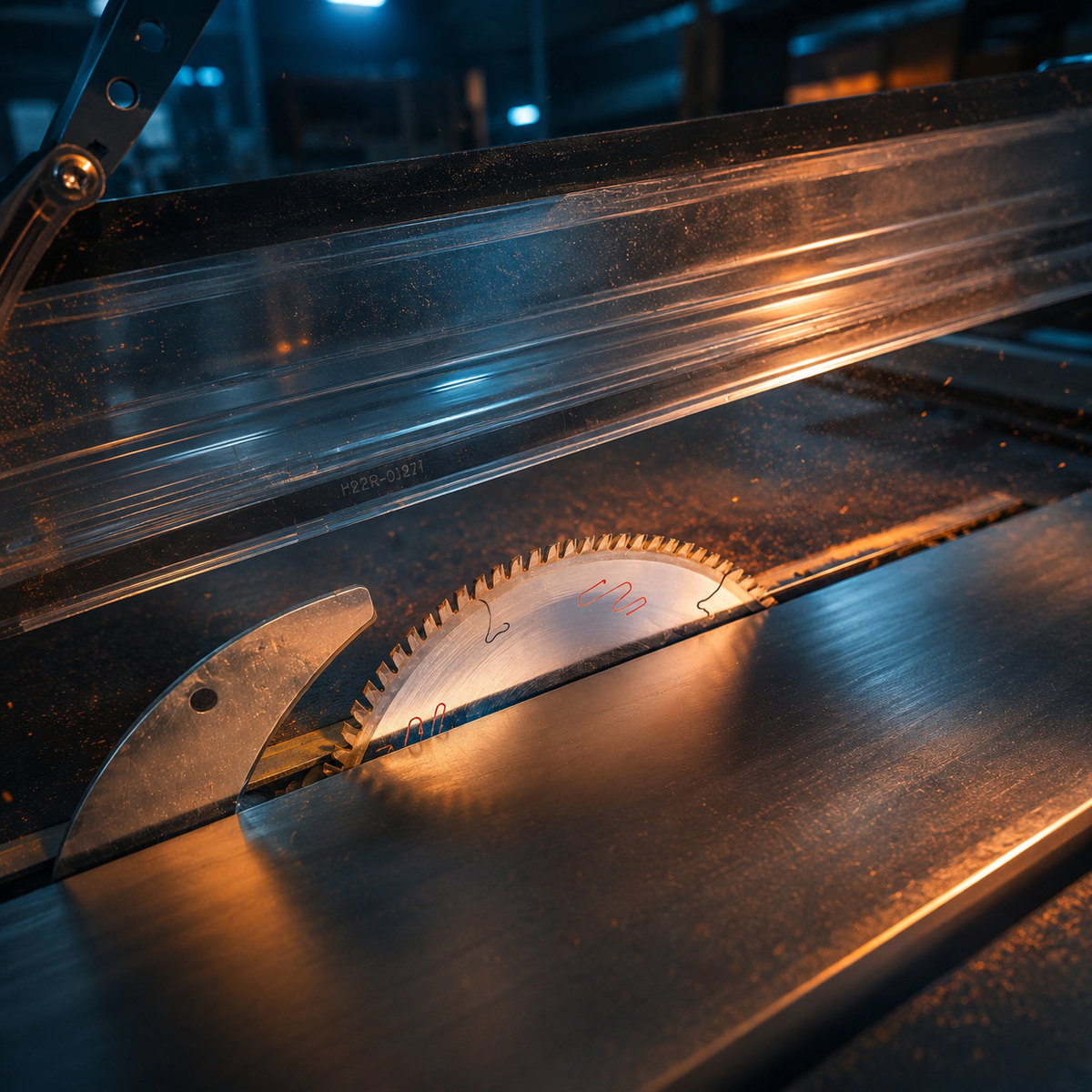
3. Высота основного диска
Это влияет на:
- чистоту реза
- нагрузку на зуб
- стабильность выхода материала
Базовое правило:
Диск должен выходить над материалом минимально:
обычно 10–20 мм
Если слишком высоко:
- больше вибраций
- выше риск сколов
- хуже контроль реза
4. Подача материала (очень недооценённый фактор)
Сколы часто рождаются не в пиле, а в подаче.
Проблемы подачи:
- рывки
- неравномерное давление прижима
- вибрация каретки
- плохие ролики
- перекос заготовки
Результат:
- Материал “гуляет” относительно диска
- зуб входит нестабильно
- сколы неизбежны
5. Прижимы и фиксация заготовки
Если заготовка не зафиксирована:
- появляется микродвижение
- увеличивается вибрация
- теряется точность линии реза
Особенно критично:
- тонкий ЛДСП
- длинные детали
- быстрый рез
6. Скорость подачи vs обороты
Это не “увеличить/уменьшить”.
Это баланс.
Если скорость слишком высокая:
- диск не успевает срезать материал
- появляется вырывание ламинации
Если слишком низкая:
- перегрев
- поджог
- микротрещины на кромке
Правильная логика:
зуб должен резать, а не рвать и не тереть
7. Состояние материала (очень важный фактор)
Да, проблема не всегда в станке.
ЛДСП влияет через:
- плотность
- влажность
- качество ламинации
- тип клея
- внутренние напряжения
Пример:
Дешёвые плиты часто дают скол даже на идеальном станке.
8. Вибрации станка
Если есть:
- люфт каретки
- износ направляющих
- разбитые подшипники
то:
идеальная настройка диска не спасает
Как правильно настраивать станок (пошагово)
Шаг 1. Проверка механики
- люфты
- направляющие
- фиксация заготовки
Шаг 2. Проверка дисков
- основной
- подрезной
- совпадение осей
Шаг 3. Настройка подрезного диска
- точное позиционирование
- глубина реза
Шаг 4. Установка высоты основного диска
- минимально необходимый выход
Шаг 5. Тестовый рез
- анализ сколов сверху и снизу
- корректировка
Шаг 6. Подбор подачи
- баланс скорости и чистоты
Частые ошибки операторов
- “поднять обороты — будет чище”
- “снизить скорость — уберёт сколы”
- игнор подрезного диска
- работа тупым инструментом
- неправильная высота диска
Главный вывод
Идеальный распил ЛДСП — это не результат “хорошего станка”.
Это результат системы:
- правильно настроенный подрезной диск
- стабильная подача
- жёсткая фиксация
- правильная геометрия реза
- исправная механика станка
- качественный материал
Если упростить до сути:
сколы появляются не в момент реза, а в момент неправильной подготовки реза
И именно поэтому на хорошем производстве качество распила — это не “настройка сегодня”.
Это ежедневно повторяемая дисциплина системы, а не разовая регулировка.