Разбираем способы резки ПВХ пленки для мебели: от ручных ножей до автоматических станков. Узнайте, как снизить брак, ускорить процесс и сэкономить на материале.
Хотите оптимизировать расход материала и убрать лишние операции при облицовке?
Правильная организация участка, где режут ПВХ пленку для мебельного производства, часто упускается из виду, но именно здесь теряется до 15% чистой маржи. В этой статье разберём, как корректно готовить материал под вакуумный пресс и линии окутывания, покажем, где автоматизация убирает человеческий фактор, и дадим чек-лист под ваши объёмы.
Говорим как производственники, которые сами считали каждый погонный метр и знают, где прячется реальная экономия. Без теории — только узлы, тайминги и цифры из цеха.
-----
Почему точность раскроя влияет на себестоимость
Казалось бы, пленка — расходник. Но если нарезать её без учёта технологии, вы платите дважды. Здесь важно понимать разницу между двумя этапами работы:
• Подготовка для вакуумного пресса: пленка укладывается на деталь с технологическим запасом по краям. Это необходимо, чтобы под вакуумом материал плотно обтянул торцы и фрезеровка прошла без смещения и отслоений.
• Финальная обрезка: после прессования или на линии окутывания излишки срезаются вровень с МДФ. Если рулон нарезан неровно или с «гуляющей» шириной, оператор тратит время на подгонку, а готовый фасад может получить некрасивый край или потребовать дополнительной доработки.
Ключевые параметры, которые нужно контролировать:
• Ширина полосы (точное соответствие погонажу + подгиб)
• Качество реза (чистый срез без заусенцев — иначе плёнка рвётся при натяжке)
• Плотность намотки (рыхлый или перекошенный рулон = проблемы при подаче)
Когда раскрой налажен, оператор тратит на подготовку 3–5 минут вместо 15, а брак на участке облицовки падает в 2–3 раза. Это не оптимизация, это база.
-----
Три способа раскроя: от ножа до автомата
Не каждый цех готов сразу ставить промышленную линию. Выбор метода зависит от объёмов и бюджета. Условно делим на три уровня:

Главное правило: если вы тратите на раскрой больше 20% рабочего времени оператора, пора переходить на следующий уровень. Иначе «экономия» на оборудовании превращается в постоянные потери на переделках.
Ручная резка: когда оправдана, а когда съедает маржу
Начинать с ножа или простого роликового резака — нормально для стартапа или штучного производства. Вы контролируете процесс, не вкладываете миллионы, быстро тестируете новые декоры. Но как только поток растёт, ручной метод начинает тормозить:
• Оператор устаёт к обеду, линия реза «плывёт»
• Нет контроля натяжения — рулон мотается криво
• Невозможно точно выставить ширину под разные погонажные изделия
Если вы делаете более 15–20 дверей или 50 погонных метров профиля в неделю, ручная резка становится «узким горлышком». Вы платите оператору за простой, а не за результат.
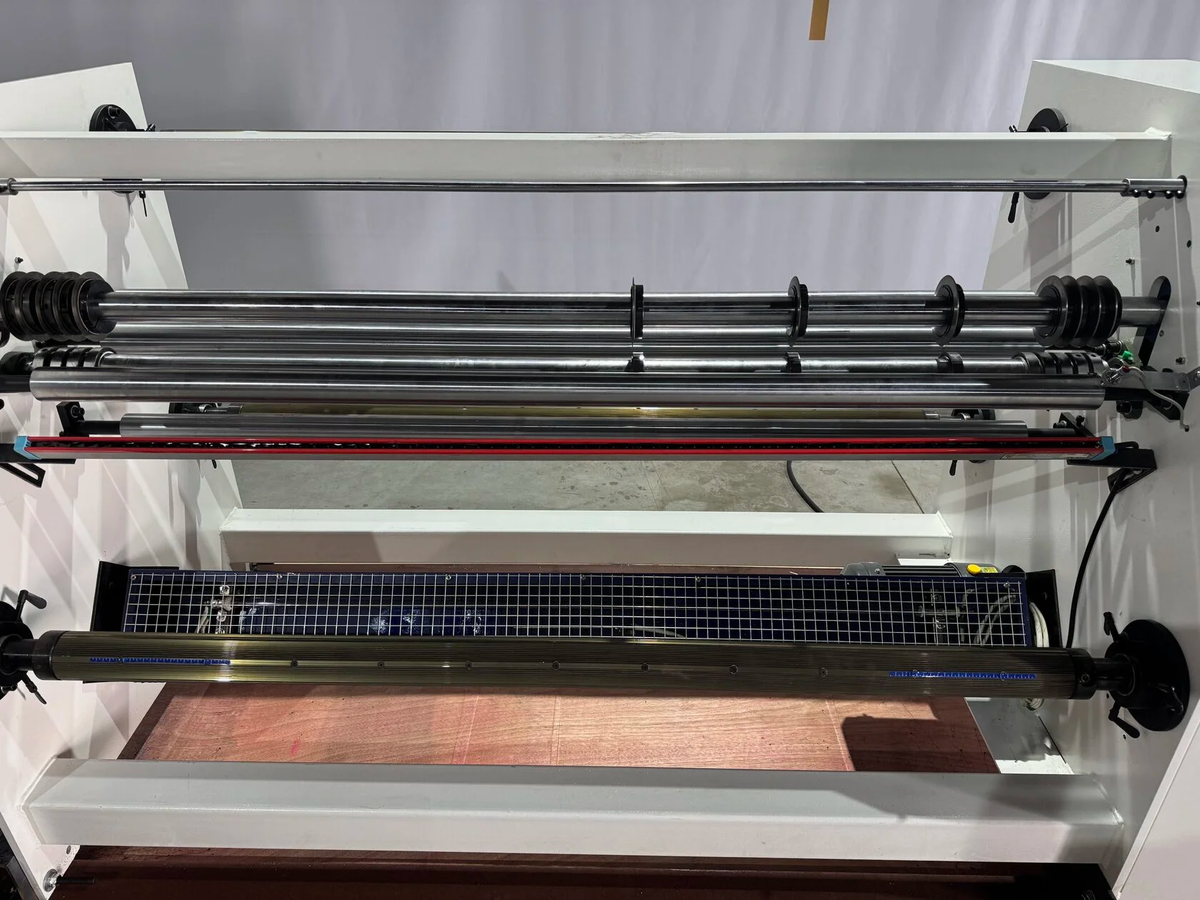
Автоматический делительный станок: принцип работы и выгоды
Промышленный раскрой строится на другой логике: станок сам контролирует подачу, натяжение и рез. Делительный станок работает по принципу «размотал → натянул → нарезал → смотал».
Как это устроено:
• Размоточный узел подаёт рулон с регулируемым торможением
• Датчики линейной скорости синхронизируют движение полотна
• Режущий блок (дисковые ножи) делает точный продольный рез
• Намотчик формирует аккуратные катушки под размер линии
Преимущества очевидны: ширина полосы выдерживается с точностью до миллиметра, оператор не режет руками, а просто задаёт программу. Скорость вырастает в 5–8 раз, а отходы сводятся к минимуму.
Мини-кейс 1
Сценарий: Цех по производству дверей и погонажа, 40 заказов/мес.
Данные: Ручная резка пленки под линию окутывания. 2 часа в день на подготовку, ширина «плавала» на ±4 мм. Брак на линии ламинации — 11%.
Решение: Установка автоматического делительного станка с контролем натяжения и узлом бокового смещения размоточного вала (позволяет сдвигать рулон влево-вправо, если заводская намотка неровная, чтобы ножи шли по чистому участку и избежать брака материала).
Метрика: Время подготовки сократилось до 25 мин/день. Точность ширины — ±0,5 мм.
Экономический эффект: Брак на линии окутывания упал до 2%. Экономия на материале — ~32 000 руб./мес. Оператор высвобожден для контроля качества. Окупаемость — 4 месяца.
-----
Контроль натяжения и намотки: скрытые факторы качества
Многие думают: главное — ровно отрезать. На практике брак чаще рождается не на ноже, а на этапе намотки. Если рулон смотан рыхло или с перекосом, при подаче на линию окутывания пленка «гуляет» и ложится волнами.
Что контролирует автоматика:
• Линейная скорость подачи (синхронизация размотки и намотки)
• Торможение рулона (предотвращает провисание и складки)
• Качество намотки (плотные, ровные бобины без «ступенек»)
Если оборудование само поддерживает заданное натяжение, оператору не нужно стоять над ним и поправлять полотно. Это снижает нагрузку и исключает «человеческий фактор» на самом капризном этапе.
Мини-кейс 2
Сценарий: Производство корпусной мебели с пленочными фасадами, 25 заказов/мес.
Данные: Ручная намотка без контроля натяжения. Частые обрывы на прессе, перерасход пленки — 8%.
Решение: Допуснастка линии автоматическим контроллером натяжения и вытяжным вентилятором для удаления обрези.
Метрика: Обрывы при прессовании — 0%. Расход пленки снизился на 6%.
Экономический эффект: Экономия на закупке расходников — ~18 000 руб./мес. Цикл прессования ускорился на 12%.
-----
Организация подачи и хранения рулонов
Раскрой — это только половина дела. Как пленка доедет до станка?
Тяжёлые рулоны (50–100 кг) невозможно таскать вручную без риска повреждения кромки, травм и брака. Правильная логистика в цеху выглядит так:
• Транспортировка целых рулонов до участка на гидравлической тележке (рохле)
• Аккуратная ручная загрузка рулона на стойку вращения рулонов с подшипниками (рулон крутится свободно, без рывков)
• Подставка под размотку на уровне пояса оператора — эргономика и безопасность
• Маркировка партий по ширине и декору — чтобы не путать материалы перед запуском
Простая стойка стоит копейки по сравнению с ценой испорченного погонажа, но экономит часы простоя и нервы наладчика. Без неё даже идеальный раскрой может «потеряться» по дороге к линии окутывания.
-----
Типичные ошибки при резке и чек-лист выбора
Даже на хорошем оборудовании брак случается. Чаще всего — из-за нарушения базовых правил:
• Тупой нож → заусенцы → плёнка рвётся при натяжке
• Неправильное натяжение → складки или растяжение → перекос на прессе
• Игнорирование температуры в цеху → при +15°C ПВХ дубеет и трескается при резе
• Хранение рулонов на полу → попадание влаги и пыли → брак при ламинации
Перед выбором метода раскроя пройдитесь по чек-листу:
✅ Сколько погонных метров пленки уходит в неделю?
✅ Сколько типоразмеров ширины нужно одновременно?
✅ Есть ли отдельный оператор под раскрой или это делают «по совместительству»?
✅ Какое давление и напряжение доступно на участке?
✅ Готовы ли вы инвестировать в контроль натяжения, а не только в нож?
Если объёмы стабильны, а вопросов больше трёх с галочками - автоматизация окупится быстрее, чем вы думаете.
-----
Что в итоге: логика производственника
То, как режут ПВХ пленку для мебельного производства, напрямую определяет, сколько материала уйдёт в дело, а сколько — в мусор.
Ручной метод подходит для старта, но на потоке он становится тормозом и источником брака.
Автоматический раскрой с контролем натяжения и правильной логистикой рулонов превращает подготовку из «головной боли» в предсказуемый процесс.
Мы в OneTech сами сталкивались с этими проблемами на своих линиях. Поэтому при подборе делительного оборудования и вспомогательных узлов всегда делаем акцент на реальной загрузке, точности намотки и эргономике цеха. Адаптируем станки, настраиваем натяжение, помогаем выстроить логистику — чтобы каждая катушка работала на прибыль, а не на переделки.
Нужна помощь с подбором делительного станка под ваши объёмы или расчётом экономии?
Напишите — разберём ваш случай бесплатно и поможем с подбором станка.
-----
OneTech — Первые Технологии
Наш сайт: https://onetech-stanki.ru/?utm_source=dzen25
Телефон: 8(904) 732-16-16 / 8(800) 444-34-10
Почта: info@onetech-stanki.ru