Коэффициент использования оборудования (КИО) напрямую зависит от того, сколько времени в смене шпиндель фактически режет металл. Без сменщика паллет станок ждет человека. Со сменщиком — человек готовит работу для станка, не останавливая его.
1. Ликвидация простоев на переустановку
Традиционный цикл выглядит так: станок закончил программу, открыл дверь, оператор снял деталь, почистил стол, установил новую заготовку, привязал инструмент. Всё это время дорогое оборудование стоит. Система со сменными паллетами меняет стол за 15–30 секунд.
Наши инженеры на заводах в КНР часто сталкиваются с тем, что заказчики запрашивают второй станок, когда на самом деле им достаточно дооснастить первый системой паллет. Это позволяет использовать обеденные перерывы, пересменки и даже «безлюдные» ночные смены для непрерывной обработки. Мы в Arkadian Business China подбираем конфигурации (линейные или роторные накопители), которые идеально вписываются в планировку цеха.
2. Параллельное выполнение операций
Пока одна паллета находится внутри станка, вторая (внешняя) доступна оператору. Он может спокойно устанавливать сложные приспособления или производить обмер уже готовой детали. Это не только ускоряет процесс, но и повышает точность: оператор не торопится, стараясь быстрее «запустить станок», так как станок уже работает.
По нашему опыту поставок в Arkadian Business China, внедрение двухпаллетных систем на фрезерных центрах позволяет увеличить объем выпускаемой продукции на 40–50% на тех же производственных площадях. Это особенно актуально для серийного производства деталей авиационной и автомобильной промышленности, где время цикла обработки сопоставимо со временем установки.
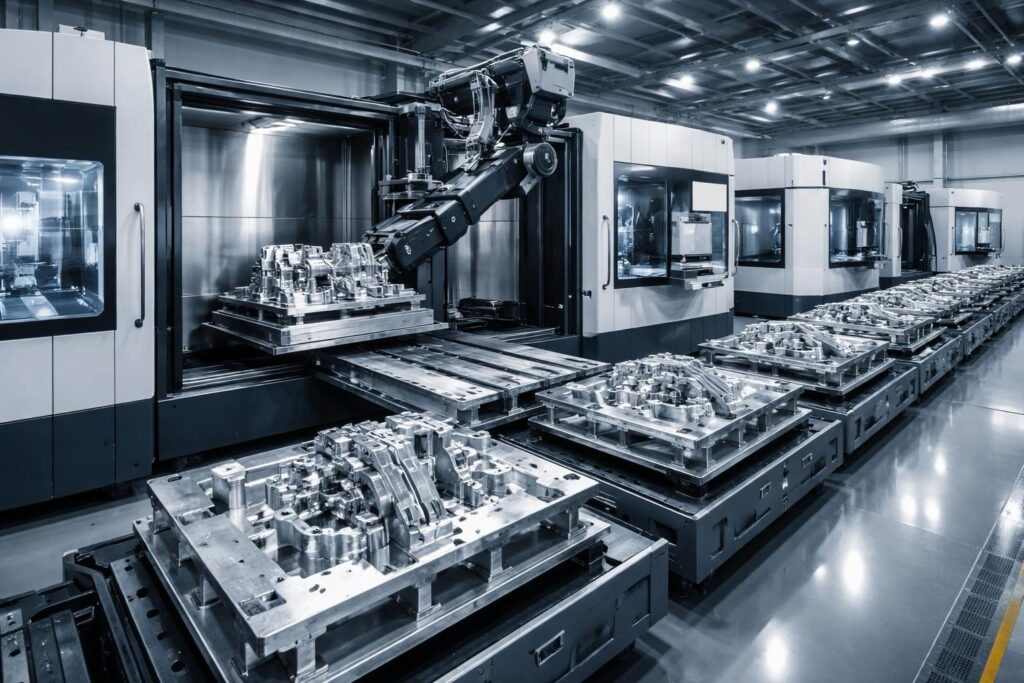
(Здесь рекомендуется фото: Мощный горизонтальный обрабатывающий центр в момент смены столов. Одна паллета с готовым блоком цилиндров выезжает из рабочей зоны, вторая с необработанной отливкой заезжает внутрь. На переднем плане — оператор, закрепляющий заготовку на третьей, резервной паллете. Подпись: «Непрерывный цикл: инженерные решения от Arkadian Business China для максимальной загрузки».)
3. Расчет эффективности и окупаемости
Экономика автоматизации прозрачна. Если стандартный станок работает в среднем 6–8 часов чистого времени в смену, то станок со сменщиком паллет выходит на показатель 11–11.5 часов при 12-часовом графике.
Мы в Arkadian Business China рассчитали, что такой апгрейд окупается за 14–18 месяцев только за счет маржинальной прибыли от дополнительных объемов продукции. Если же учесть экономию на фонде оплаты труда (один оператор может эффективно обслуживать два станка с паллетами вместо одного обычного), срок окупаемости сокращается до года. Кроме того, резко снижается себестоимость каждой детали, так как постоянные расходы распределяются на большее количество единиц продукции.
Резюме эксперта
Автоматическая смена паллет — это переход из лиги «мастерских» в лигу «высокотехнологичных производств». Arkadian Business China поставляет не просто оборудование, а готовые производственные ячейки, где каждый узел работает на результат. Мы помогаем нашим клиентам достигать КИО в 95%, обеспечивая конкурентное преимущество за счет минимальных простоев и максимальной автоматизации.