Разбираем отслоения, складки, перекос плёнки, слабую адгезию и ошибки перенастройки.

Брак при ламинации погонажа — неприятная вещь. Потому что он редко появляется “просто так”. Обычно к моменту, когда вы видите отслоение, складку или смещение декора, причина уже была заложена раньше: в подготовке профиля, натяжении материала, настройке роликов, скорости линии или адгезии.
На производстве это выглядит примерно так: профиль прошёл линию, вроде всё нормально, а потом на приёмке видно — край не прикатался, плёнку повело, на радиусе складка, где-то пошёл пузырь. И дальше начинается самое обидное: материал уже потрачен, время оператора потрачено, линия работала, а изделие нужно переделывать.
Мы в OneTech смотрим на ламинацию погонажа как на цепочку. Здесь нельзя вылечить всё одной настройкой. Нужно понимать, где именно возникает проблема и что с ней делать
-----
Откуда берётся брак при ламинации погонажа
Если коротко, брак появляется там, где нарушается стабильность процесса.
Погонаж — это не ровная плита. У него есть форма, грани, радиусы, перепады, иногда сложный профиль. Плёнка или декоративная бумага должна лечь на него равномерно, без натяжения в одну сторону и без пустот.
Типовые проблемы выглядят так:
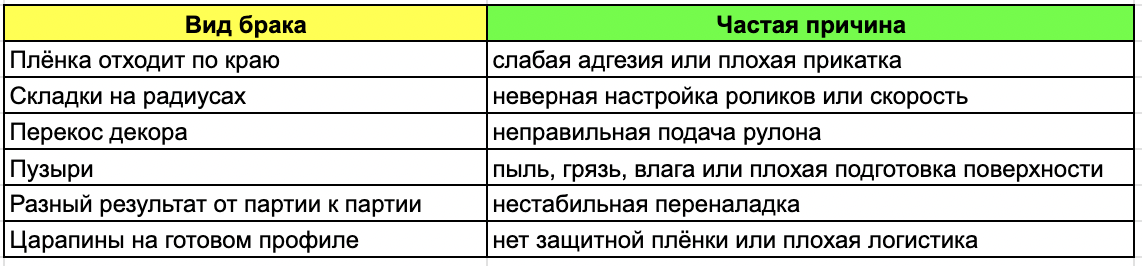
Самое важное — не пытаться сразу крутить все настройки подряд. Сначала нужно определить тип брака. Потому что отслоение, складка и перекос — это разные причины.
-----
Подготовка профиля: половина качества делается до линии
Очень часто линию обвиняют зря. Профиль уже приходит на ламинацию с проблемой, а линия просто показывает её.
Перед ламинацией заготовка должна быть:
- чистой;
- сухой;
- без пыли;
- без масляных следов;
- без стружки в углах;
- с нормальной геометрией;
- без повреждений на кромках.
Особенно это важно для МДФ после фрезеровки и шлифовки. Мелкая пыль может остаться в порах и углах профиля. Визуально её почти не видно, но для клея это уже прослойка между материалом и покрытием.
Если профиль пластиковый или алюминиевый, добавляется другая история: поверхность может быть гладкой, жирной или плохо принимать клей. В таких случаях без правильной подготовки адгезия будет слабой.
Мини-кейс.
На участке ламинации наличников периодически появлялось отслоение по одному краю. Сначала думали на клей и температуру. Потом посмотрели подготовку профиля: после обработки заготовки не всегда продувались, в углах оставалась пыль. Ввели обязательную продувку и контроль перед подачей на линию. Отслоения стало заметно меньше уже в первую неделю.
-----
Адгезия: почему праймер иногда обязателен
Адгезия — это то, насколько хорошо покрытие держится на основе. Если сцепление слабое, внешне изделие может выйти нормальным, но потом начнутся проблемы: плёнка отойдёт при хранении, транспортировке или монтаже.
Для МДФ в типовых задачах часто достаточно правильно подготовленной поверхности и нормального клеевого режима. А вот с пластиком и алюминием всё сложнее. Там поверхность может требовать дополнительной обработки.
Для этого на линию можно поставить узел нанесения праймера.
Он нужен, чтобы:
- обезжирить поверхность;
- улучшить сцепление;
- подготовить сложные материалы;
- снизить риск отслоения после ламинации.
Праймер — это не “дополнительная химия на всякий случай”. Это технологический узел под конкретные материалы. Если вы работаете только с МДФ, он может быть не нужен. Если есть пластиковые или алюминиевые профили — его уже стоит рассматривать серьёзно.
-----
Натяжение и подача рулона: откуда появляется перекос
Перекос декоративного материала — одна из самых неприятных проблем. Сначала он может быть небольшим, а потом на длинном профиле ошибка накапливается.
Причины обычно такие:
- рулон установлен неровно;
- материал идёт с перекосом;
- натяжение нестабильное;
- оператор не успел вовремя поправить подачу;
- рулон изначально намотан неидеально.
В результате декор уходит относительно профиля. На однотонных материалах это может быть не так заметно, а на текстуре дерева или выраженном рисунке — сразу видно.
Здесь важно, чтобы система подачи рулона была удобной и стабильной. Пневматическая фиксация рулонов помогает быстрее и правильнее устанавливать материал. А если рулоны часто меняются, удобство фиксации напрямую влияет и на скорость, и на качество.
------
Настройка роликов: где чаще всего появляются складки
Ламинация погонажа — это работа с формой. Плёнка должна лечь по профилю, повторить его геометрию и нормально прижаться на всех участках.
Если ролики настроены неправильно, появляются:
- складки;
- недоприжим;
- перетяжка материала;
- слабая прикатка по краям;
- повреждение поверхности.
Слишком сильный прижим тоже не всегда хорошо. Можно продавить материал, сместить плёнку или получить следы на покрытии.
Правильная настройка роликов — это не “прижал посильнее”. Это последовательная настройка по форме профиля. Особенно если профиль сложный: коробка, фигурный наличник, декоративная раскладка.
Мини-кейс.
На производстве плинтусов складка стабильно появлялась на одном радиусе. Клей, скорость и материал не меняли. Причина оказалась в ролике: он прижимал участок слишком поздно, плёнка уже успевала натянуться неправильно. После перенастройки последовательности прикатки складка ушла без замены материала.
-----
Скорость линии: быстрее не всегда дешевле
В характеристиках линии MBF350A PUR указана скорость до 50 м/мин. Это хороший запас. Но на практике производительность не всегда равна максимальной скорости.
Если профиль простой, покрытие хорошо ложится, материал стабильный — можно идти быстрее.
Если форма сложная, много граней и радиусов — скорость лучше снижать.
Почему?
Потому что покрытию нужно время:
- лечь по форме;
- пройти зону клея;
- нормально прижаться роликами;
- стабилизироваться на профиле.
Если гнать слишком быстро, дефект может появиться не сразу. На выходе вроде нормально, а позже начинаются отслоения или слабые места по краям.
Нормальная скорость — это та, на которой профиль выходит стабильным. Не один раз, а всю смену.
-----
Температура и клей: где легко ошибиться
Если линия работает с PUR-клеем, к режиму нужно относиться внимательно. PUR даёт хорошую прочность и стойкость, но требует нормального соблюдения технологии.
Ошибки обычно такие:
- неправильная температура;
- слишком большой или маленький слой клея;
- нестабильная подача;
- простой с клеем в системе;
- недостаточная подготовка поверхности.
Если клея мало — покрытие держится слабо.
Если клея много — появляются загрязнения, перерасход, грязный шов.
Здесь важно не “лить побольше для надёжности”, а держать стабильный режим. В производстве стабильность почти всегда важнее запаса.
-----
Частая смена профилей: как не терять качество на переналадке
На одном профиле линию настроили — и всё хорошо. Но реальное производство редко живёт одним профилем. Сегодня наличник, потом коробка, потом плинтус, потом декоративная раскладка.
Каждая переналадка — это риск.
Что может пойти не так:
- оператор не вернул прежнюю настройку;
- ролики выставлены чуть иначе;
- ширина заготовки изменилась;
- пробные детали ушли в отход;
- первые изделия после перенастройки нестабильные.
Здесь помогают две вещи.
Первая — система раздвижения рамы. Она нужна, когда заготовки похожей формы, но разной ширины. Линию проще перестроить без долгой ручной возни.
Вторая — система “револьвер”. Она позволяет заранее настроить линию под три профиля и быстрее переключаться между ними.
Мини-кейс.
Дверное производство каждый день переключалось между коробкой и двумя типами наличника. До внедрения быстрой перенастройки первые 5–7 заготовок после перехода часто уходили на настройку. После настройки линии под основные профили количество пробных деталей сократилось, а переход стал занимать меньше времени. Главный эффект — не только скорость, но и стабильность после переключения.
-----
Защитная плёнка: как не испортить готовый профиль после линии
Бывает обидная ситуация: ламинация прошла хорошо, профиль вышел чистый, а потом его поцарапали при складировании или транспортировке.
Особенно часто это происходит с:
- глянцевыми покрытиями;
- тёмными декорами;
- дорогими поверхностями;
- профилями, которые дальше идут на монтаж.
Здесь помогает узел размотки защитной плёнки. Он наносит защитную плёнку на готовый ламинированный профиль.
Это не влияет на саму адгезию покрытия, но снижает брак после линии. А такой брак тоже нужно считать. Если изделие испортили уже после обработки, производство всё равно теряет деньги.
-----
Чек-лист перед запуском партии
Перед запуском новой партии лучше пройтись по простому списку.
Проверьте:
- профиль сухой и чистый;
- поверхность без пыли и жира;
- рулон установлен ровно;
- материал идёт без перекоса;
- скорость соответствует форме профиля;
- ролики настроены по геометрии;
- клей работает в правильном режиме;
- праймер нужен или нет для этого материала;
- первые детали проверены на адгезию;
- готовый профиль защищён от царапин.
Это не сложная процедура. Но она сильно снижает случайный брак.
-----
Как понять, что проблема не в линии, а в организации
Иногда оборудование работает нормально, но брак всё равно появляется. Тогда нужно смотреть не только на станок, а на весь участок.
Типовые признаки организационной проблемы:
- разные операторы получают разный результат;
- после переналадки много пробных деталей;
- нет записанных режимов по профилям;
- материал хранится как попало;
- рулоны часто повреждаются;
- линия ждёт заготовки или рулоны.
В таких случаях помогает не только настройка линии, но и порядок вокруг неё: маркировка профилей, карты режимов, понятное хранение рулонов, подготовка заготовок заранее.
-----
Как мы подходим к этому в OneTech
Мы не считаем, что линия ламинации сама по себе решает все проблемы. Она должна быть правильно встроена в производство.
При подборе и настройке мы смотрим:
- какие профили идут чаще всего;
- какие материалы используются;
- есть ли сложные формы;
- сколько переналадок за смену;
- где сейчас появляется брак;
- нужен ли праймер;
- нужна ли защитная плёнка;
- стоит ли добавлять раздвижение рамы или “револьвер”.
Потому что каждая опция должна решать конкретную задачу. Нет задачи — не надо усложнять. Есть задача — лучше заложить решение сразу, чем потом переделывать процесс вокруг линии.
-----
Итог: брак снижается не одной настройкой, а системой
Если коротко, как снизить брак при ламинации погонажа?
Нужно стабилизировать весь процесс:
- подготовку профиля;
- подачу рулона;
- настройку роликов;
- скорость линии;
- клеевой режим;
- переналадку;
- защиту готового изделия.
Когда всё это собрано, линия работает предсказуемо. Профиль выходит одинаковым, оператор не борется с настройками, а производство не теряет материал на мелких, но постоянных ошибках.
И вот это главный показатель нормальной ламинации: не одна удачная деталь, а стабильная партия от первой заготовки до последней.
-----
OneTech — Первые Технологии
Наш сайт: https://onetech-stanki.ru/?utm_source=dzen30
Телефон: 8(904) 732-16-16 / 8(800) 444-34-10
Почта: info@onetech-stanki.ru
Авито: https://www.avito.ru/brands/af8600173f3181a09e7e0d0261d535dd