В профессиональном сообществе операторов и технологов гидроабразивной резки гранатовый песок нередко воспринимается как «расходник» — насыпал в бункер и режь. Это опасное упрощение. За кажущейся простотой скрывается богатая минералогия, нелинейная механика разрушения частиц, тонкий баланс между твёрдостью абразива и износом фокусирующей трубки, а также нерешённые вопросы переработки. Настоящая статья обобщает данные из рецензируемых научных работ, опубликованных преимущественно в период 2011–2024 годов, и освещает те аспекты, которые редко попадают в коммерческие буклеты поставщиков.
1. Минералогия: граната не существует в единственном числе
«Гранат» — это не просто минерал, а семейство силикатов общей формулы X3Y2(SiO4)3, где X и Y — катионные позиции с разными ионными радиусами. Разные члены группы имеют принципиально различные физические свойства, и профессионал обязан понимать, какой именно гранат лежит в его бункере.
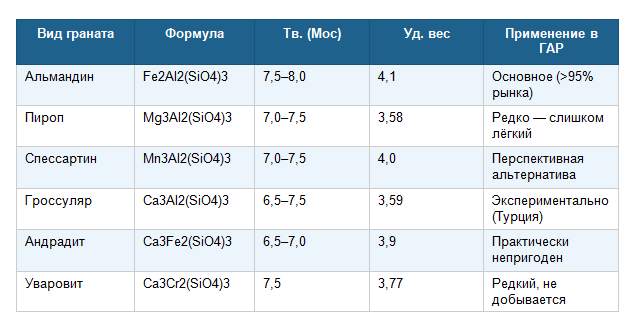
Ключевое научное открытие: исследование турецкой научной группы (ResearchGate, 2011) показало, что не только альмандин пригоден для ГАР. Образцы гроссуляра, андрадита и спессартинадали шероховатость поверхности реза, сопоставимую с альмандином.
1.1. Почему альмандин доминирует на рынке
Альмандин обязан своим господством сочетанию трёх факторов: во-первых, он встречается в метаморфических породах (слюдяных сланцах, гнейсах) практически на всех континентах; во-вторых, его удельный вес 4,1 г/см³ — идеальный баланс для гидроабразивного потока, то есть частица достаточно тяжела, чтобы обладать высоким импульсом, и достаточно лёгка, чтобы струя воды могла разогнать её до рабочих скоростей 200–300 м/с; в-третьих, кубическая кристаллическая система альмандина без явных плоскостей спайности обеспечивает конхоидальный излом — при ударе зерно раскалывается на острые неравномерные осколки, сохраняющие режущую способность.
1.2. Аллювиальный vs. горный: два принципиально разных абразива
Промышленность различает два типа альмандина по способу добычи, и разница между ними значительно глубже, чем принято считать.
Аллювиальный гранат добывается драгированием речных и пляжных отложений. Он прошёл естественный цикл выветривания и гидромеханической транспортировки — миллионы лет вода окатывала и отшлифовывала зёрна. В результате зерно приобретает округлую, слегка сглаженную форму с минимальным количеством внутренних дефектов и микротрещин. Это обеспечивает высокую прочность отдельного зерна: оно медленнее разрушается в фокусирующей трубке, даёт меньше пыли и дольше сохраняет расчётный размер.
Горный гранат — это тот же альмандин по химическому составу, но добытый методом взрывного дробления из метаморфических пород (гнейсов, слюдяных сланцев). Поскольку естественного окатывания не было, зёрна сохраняют острые сколы и развитый рельеф поверхности. Такое зерно агрессивнее режет и даёт более чистую кромку при тонкой обработке. Однако из-за большего числа внутренних микротрещин, унаследованных от взрывного дробления, зерно быстрее фрагментируется в трубке — выше расход абразива и пылеобразование.
Практический вывод: для черновой резки толстых плит (сталь >100 мм) аллювиальный абразив экономически предпочтительнее. Для точной резки тонких материалов с требованиями к чистоте кромки — горный гранат.
2. Физика разрушения зерна: что происходит внутри трубки
Это, пожалуй, наименее освещённый аспект в технической литературе по ГАР. Большинство операторов знают: «зерно режет материал». Но мало кто понимает, что зерно разрушается в два этапа ещё до контакта с заготовкой.
2.1. Первичная фрагментация в смесительной камере и фокусирующей трубке
Исследование IntechOpen (2018, переработка гранатового абразива) зафиксировало, что фрагментация зерна происходит в двух стадиях: в процессе смешивания (удары о стенки камеры смешивания и между частицами) и в процессе резки (удары о заготовку и между частицами в струе).
Научно подтверждённый факт (Ohetal., 2019, AdvancesinCivilEngineering): после прохождения фокусирующей трубки средний диаметр зерна сокращается на 46,4–72,5% в зависимости от исходной фракции. При этом все типы гранатов — независимо от начальной фракции — сходятся к схожему конечному размеру около 140 мкм с индексом однородности ~0,51.
Это открытие имеет важные практические последствия: выбор слишком крупного зерна не означает, что оно будет работать «крупным» — оно фрагментируется до аналогичного размера, но расход абразива на единицу работы возрастает, и увеличивается пылевая нагрузка на систему.
2.2. Оптимальная фракция: реальность vs. маркетинг
Стандарт рынка — 80 mesh. Однако реальная картина значительно сложнее:
Критическое правило (FlowWaterjet, исследование 2015): максимальный размер зерна должен быть не более 1/3 внутреннего диаметра фокусирующей трубки. Например, при трубке диаметром 0,76 мм максимальный размер зерна — 0,25 мм (250 мкм). Нарушение этого правила приводит к «запиранию» трубки тремя зёрнами одновременно и мгновенному засорению.
2.3. Оптимальная твёрдость абразива: баланс между режущей способностью и износом трубки
Результат на первый взгляд парадоксальный, однако экспериментально подтверждённый. Исследование по корундовым абразивам в гидроабразивной резке (Springer, InternationalJournalofAdvancedManufacturingTechnology, 2019) выявило: карбид кремния (SiC, твёрдость 9,0–9,5 по шкале Мооса) разрушает фокусирующую трубку в 3 раза интенсивнее, чем гранат при сопоставимой производительности резки.
Механизм: сверхтвёрдый абразив не только режет заготовку — он режет трубку. Идеальный абразив для ГАР — «полухрупкий»: достаточно твёрдый, чтобы резать заготовку, достаточно хрупкий, чтобы зерно дробилось в момент удара, создавая новые острые кромки, и при этом не разрушающий трубку так же интенсивно, как сверхтвёрдые материалы.
Альмандин попадает в этот «золотой диапазон» естественным образом: твёрдость 7,5–8,0 по шкале Мооса обеспечивает резку всех конструкционных материалов, а полухрупкость поддерживает баланс между производительностью и ресурсом расходных компонентов.
3. Деградация фокусирующей трубки: что реально происходит за 80 часов
Фокусирующая трубка — наиболее нагруженный и дорогостоящий расходный элемент режущей головки. Понимание механизмов её износа позволяет существенно снизить эксплуатационные расходы.
3.1. Трёхфазная модель износа
Исследования Hrehaetal. (мониторинг акустическим эмиссионным методом) и других авторов сформировали трёхфазную модель износа:
• Фаза приработки (0–10 ч): незначительный рост внутреннего диаметра за счёт сглаживания производственных неровностей поверхности. Резка в норме.
• Фаза установившегося износа (10–80 ч): предсказуемый рост внутреннего диаметра на 0,05–0,10 мм каждые 50 ч. Ширина пропила растёт, конусность реза увеличивается. Сигнал к плановой замене — снижение точности на 15–20%.
• Фаза катастрофического износа (>80 ч): быстрая эрозия, часто провоцируемая образованием микротрещин в карбидной матрице. Скорость резки падает на 40% и более — немедленная замена.
Важный практический момент: 87% замен трубки производятся из-за износа, и лишь 13% — из-за механического разрушения. Это означает, что большинство операторов в состоянии прогнозировать ресурс трубки при условии ведения журнала наработки и регулярного измерения диаметра выходного отверстия штихмасом или оптическим методом. Дополнительный практический ориентир: увеличение внутреннего диаметра трубки на 0,1 мм приводит к росту ширины пропила примерно на 0,15–0,20 мм и заметному увеличению конусности реза. Для большинства конструкционных задач допустимым считается износ не более 0,2–0,25 мм от номинала — после этого порога точность и повторяемость реза снижаются до неприемлемого уровня. Отдельного внимания заслуживает марка твёрдого сплава трубки. Стандартные трубки из карбида вольфрама на кобальтовой связке (WC-Co) при работе с гранатом служат 60–100 ч. Трубки из композитов на основе карбида вольфрама с никелевой связкой или с добавками карбида хрома демонстрируют ресурс 150–200 ч, однако стоят в 2–3 раза дороже. Экономический расчёт показывает, что для непрерывных производств выгода от премиальных трубок окупается уже при двухсменном режиме работы.
3.2. Влияние качества гранатового абразива на ресурс трубки
Загрязнение абразива мелкими фракциями (пыль, частицы мельче 74 мкм) ускоряет износ трубки на 40% — за счёт увеличения плотности частиц в потоке и роста внутреннего трения (данные WaterjetTechnologyAssociation, 2023). Абразив с развитой пылевой составляющей, помимо ускоренного износа трубки, создаёт проблему статического электричества в линии подачи, что вызывает пульсирующий нестабильный поток и характерные полосы на поверхности реза. Простой полевой тест на пылевую составляющую: высыпьте горсть абразива с высоты 30 см на лист белой бумаги. Качественный материал оставляет чёткую горку зерна без заметного пылевого ореола вокруг. Если пылевое облако хорошо видно — содержание фракции менее 74 мкм превышает допустимые 2–3%, и такой абразив следует рассеять перед подачей в бункер или вернуть поставщику.
Ключевые загрязнители гранатового абразива и их влияние:
4. Рециклинг гранатового абразива: наука против практики
Расходы на абразив составляют примерно 60% всей стоимости резки в системах гидроабразивной резки (ScienceDirect, 2023), а при туннелировании — до 53%. При типичном расходе 25–40 кг/ч на установку средней мощности это делает рециклинг экономически критически важной темой.
4.1. Что происходит с зерном после однократного использования
Ключевое открытие исследовательской группы Ohetal. (2019): после однократного прохода через систему гидроабразивной резки зерно граната не «тупеет» — оно приобретает иную форму. Острые выступы исходного зерна откалываются, образуя новые, меньшие по размеру, но столь же острые грани. Гранулометрический состав при этом выравнивается: разброс размеров частиц сокращается. Примечательно, что однократно отработанный абразив нередко имеет более однородный зерновой состав, чем свежий материал из мешка.
4.2. Оптимальное соотношение нового и переработанного абразива
Исследование ScienceDirect (2023) по рециклингу граната при резке гранита методом гидроабразивной резки установило следующее:
Оптимальный размер зерна для рециклинга: диапазон 40–100 mesh (150–400 мкм). Зёрна мельче 100 mesh(< 150 мкм) теряют необходимый импульс, зёрна крупнее 40 mesh (> 400 мкм) оказываются слабо разрушёнными и демонстрируют нестабильное поведение в потоке.
4.3. Кратность переработки: сколько циклов реально возможно
Ведущий производитель GMA Garnet заявляет о возможности до 5 циклов переработки без значительной потери производительности при условии промышленной очистки и рассева между циклами. Независимые научные работы дают более осторожную оценку: после второго цикла фиксируется достоверное снижение глубины реза на твёрдых породах.
Важное уточнение для практики: при резке мягких материалов (алюминий, пластик, дерево) абразив деградирует медленнее, и кратность рециклинга выше. При резке твёрдых материалов (жаропрочные стали, керамика, твёрдый природный камень) деградация более интенсивна, и уже после первого цикла переработки рекомендуется использовать абразив только для черновых или некритичных операций.
5. Скрытые риски: то, что не пишут в паспорте продукта
5.1. Состояние загрязнения от разрезаемого материала
Отработанный гранат после резки специфических материалов может потребовать специального обращения:
• Свинец и бериллиевая бронза: отработанный абразив при резке этих материалов классифицируется как опасный отход в большинстве стран, включая Россию (класс опасности I–II). Утилизация через лицензированные организации обязательна.
• Нержавеющая сталь и хромированные покрытия: при длительном хранении влажного отработанного абразива возможно образование растворимых соединений хрома(VI) — канцерогена. Рекомендуется регулярный слив воды из ванны-уловителя и своевременная сушка осадка.
• Углепластик (CFRP/УУКМ): мелкодисперсные волокна углерода в отработанном абразиве представляют опасность при вдыхании. Усиленная местная вытяжная вентиляция обязательна.
Сам гранат как таковой проходит тест TCLP (испытание на выщелачивание токсичных веществ) как нейтральное вещество и классифицируется как неопасный промышленный отход в США, ЕС и Австралии — но это не защищает от контаминации металлами разрезаемых материалов.
5.2. Статическое электричество в линии подачи
Малоизвестная причина нестабильного реза: Избыточная пылевая составляющая (частицы мельче 74 мкм) в абразиве накапливает статический заряд в питающей линии. Это вызывает нестабильный поток зерна к режущей головке — эффект «пульсирующей» подачи, который проявляется в виде характерных поперечных полос и неравномерной глубины реза на заготовке. Абразивы с минимальной пылевой составляющей (пылесвободные сорта, low-dustgrades) обеспечивают значительно более стабильный поток и чистоту кромки.
6. Влажность абразива: враг системы, которого легко не заметить
Влажность — один из наиболее частых источников операционных проблем в установках гидроабразивной резки, при этом её влияние нередко недооценивается. Механизм поражения многоуровневый:
• Увлажнённый абразив образует комки и «мосты» в бункере (явление сводообразования, или bridging) — поток прерывается и рез не идёт. Стандартный симптом: оператор слышит работу насоса высокого давления, видит воду из ванны-уловителя, но характерного шума резки нет.
• Обратное давление в режущей головке при засорении может протолкнуть влагу вверх по питающей линии, увлажнив весь абразив в расходном бункере над головкой — образуется плотный слипшийся ком, который невозможно удалить без разборки узла.
• Даже незначительная влажность (более 0,5% по массе) изменяет сыпучесть зерна: угол естественного откоса возрастает, изменяется дозирование через мерный клапан — фактический расход абразива отклоняется от заданного, что влечёт нестабильное качество реза.
7. Нестандартные применения и граничные режимы
7.1. Сверхглубокая резка: особый случай
Гидроабразивная резка объектов толщиной более 150–200 мм требует специфического подхода к выбору абразива. Данные из статьи AbrasiveWaterjetMachining (PMC/NIH, 2024) по резке стекла ULE толщиной 300 мм: для достижения приемлемой конусности при давлении 345 МПа потребовались сопловое отверстие диаметром 0,81 мм, фокусирующие трубки диаметром 3,2–4,0 мм длиной 300–600 мм, и — ключевой момент — абразив фракции 50 mesh, поскольку только крупные частицы обладают достаточным импульсом для работы на глубине 300 мм.
Механизм: в глубоком пропиле струя теряет кинетическую энергию по мере продвижения. Мелкие частицы тормозятся быстрее — сказывается малая масса при значительном лобовом сопротивлении в насыщенной водой среде. При сверхглубокой резке оправдано использование более крупного абразива при увеличенном диаметре трубки — ценой увеличения ширины пропила.
7.2. Резка горных пород: возвращение гидроабразивной резки в горнодобывающую отрасль
Исследование Ohetal. (2019) проводилось именно в контексте туннелирования и горнодобывающей промышленности. Гидроабразивная резка возвращается в горную отрасль как прецизионный инструмент с минимальными вибрациями — критически важное свойство для городского подземного строительства, где взрывные работы недопустимы.
Специфика: при резке гранита использовались грубые фракции 40 mesh. Было установлено, что производительность зависит от четырёх параметров абразива в порядке убывания важности: распределение размеров частиц → чистота граната → удельный вес → твёрдость. Иными словами, гранулометрический состав важнее твёрдости — результат, который противоречит интуитивным представлениям большинства операторов.
8. Практический чеклист для профессионала
На основе анализа научных данных можно сформулировать следующий практический регламент выбора и применения гранатового абразива:
Заключение
Гранатовый абразив — это не просто «промышленный песок». За каждым мешком стоит конкретный минерал с изученной кристаллической структурой, предсказуемым механизмом разрушения и поведением в системе резки, поддающимся точной настройке. Научные исследования последнего десятилетия принципиально расширили наше понимание: зёрна разрушаются в трубке ещё до достижения заготовки; твёрдость абразива не является однозначно полезным параметром; аллювиальный и горный гранат — это два разных инструмента для разных задач.
Оператор, понимающий эти принципы, способен снизить расход абразива на 15–25%, увеличить ресурс фокусирующей трубки на 20–30% и улучшить качество кромки без дополнительных капиталовложений — только за счёт грамотного выбора и обращения с абразивом.
Источники и ссылки на исследования:
Oh T-M etal. (2019). Effect of Garnet Characteristics on Abrasive Waterjet Cutting of Hard Granite Rock. Advances in Civil Engineering, Wiley/Hindawi.
Perec A. et al. (2019). A study of wear on focusing tubes exposed to corundum-based abrasives in the waterjet cutting process. Int J AdvManufTechnol, 104, Springer.
ScienceDirect / Tunnelling and Underground Space Technology (2023). Evaluating the efficacy of recycled garnet abrasives in enhancing hard rock cutting performance of abrasive waterjet systems.
IntechOpen (2018). Recycling and Recharging of Supreme Garnet in Abrasive Waterjet Machining.
PMC/NIH (2024). Abrasive Waterjet Machining — review including ULE glass deep cutting experiments.
ResearchGate (2011). Investigation on the Usage of Some Non-Almandine Garnet Minerals as Abrasive Material in Waterjet Cutting. (Turkish group study)
Flow Waterjet Blog (2015). Impact of Grit Size on Abrasive Waterjet Cutting.
Hreha P. etal. (2014). Monitoring of focusing tube wear during abrasive waterjet cutting of AISI 309.
ГН 2.2.5.3532-18. Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны.