Профессиональная методика расчета по группам оборудования - без расчетов «на глаз» и завышений от поставщиков станков
Самая дорогая ошибка в проектировании механического участка / цеха или даже завода делается на самом первом шаге - на необходимом расчете количества станков. Купил на два станка больше - заморозил сразу 30-50 миллионов в простаивающем железе. Купил меньше - сорвал контракт на сотню миллионов. И то, и другое я видел в реальных цехах. И это печально.
Разбираемся, как считать правильно - по группам оборудования, по нормативам…
Две типовые ошибки, на которых теряют миллионы
Первая - «считаем на пальцах». Берется среднее машинное время на деталь, умножается на программу выпуска, делится на 4000 часов в году (например, 2 смены работы предприятия). Получается полтора станка - округляем до двух. Готово. Эта методика работает примерно в 30% случаев. В остальных 70% - деньги будут с большей долей вероятности выброшены. Либо мощностей не хватает, либо станок простаивает и обнаруживается это через год после поставки… когда уже поздно.
Вторая - «спросим у дилера». Дилер всегда округляет в большую сторону (иногда сильно): ему выгодно продать пять станков вместо трех. И формально он прав! «У вас же запас на рост и на переналадку – на перспективу». А по факту два станка из пяти стоят с загрузкой 30% первые три года. Прямой конфликт интересов: дилер скорее не может быть независимым консультантом, его доход зависит от объема поставки.
А правильный расчет делается по классической методике технологического проектирования… ее преподают в Бауманке и Станкине, она зафиксирована в учебнике Маталина и в общемашиностроительных нормативах ЦБНТ при НИИ труда. Методика рабочая до сих пор: физика резания и арифметика времени за 40 лет не изменились.
Главное правило: расчет ведется ПО ГРУППАМ оборудования
Принципиальный момент, на котором ломается большинство любительских расчетов: нельзя суммировать трудоемкость деталей, обрабатываемых на разном оборудовании. Корпус идет на вертикально-фрезерный обрабатывающий центр, вал - на токарный с ЧПУ, шестерня - на зубофрезерный и так далее. Это разные станки с разной кинематикой, и расчет количества ведется отдельно для каждой группы.
Технологический процесс - это маршрут, в котором заготовка проходит через несколько групп оборудования. На каждой она забирает свои минуты штучно-калькуляционного времени. Эти минуты складываются ТОЛЬКО внутри одной группы. Это не методическая тонкость, а физическое ограничение.
Группы оборудования механического участка
Группа - совокупность станков, технологически взаимозаменяемых для определенного набора операций. Классическая разбивка для механообработки:
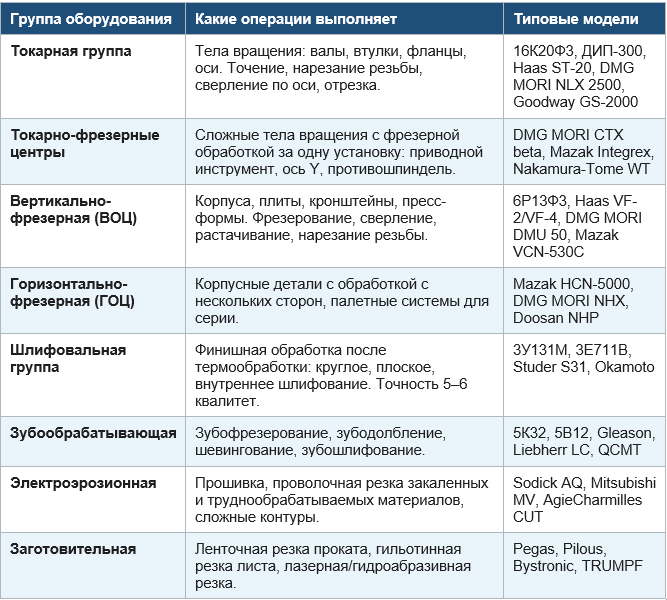
Внутри одной группы станки технологически взаимозаменяемы - с поправками на габариты, точность и мощность. Между группами - нет. Поэтому правильная последовательность: разбираем технологический маршрут каждой детали по группам, выписываем штучно-калькуляционное время отдельно для токарной, фрезерной, шлифовальной и т.д. - и для каждой группы независимо считаем потребное количество станков.
Внутри группы возможна еще подгруппировка по габаритам и точности. Условный токарный Haas ST-10 (диаметр обработки 254 мм) и DMG NLX 6000 (диаметр 1100 мм) - формально одна группа, но детали между ними не перекидываются: маленький вал на тяжелом DMG MORI обрабатывать так же абсурдно, как большой пытаться поставить в Haas. На крупных предприятиях группа делится на подгруппы - например, «токарная малых габаритов до Ø200» и «токарная средних габаритов Ø200–400». Считаются отдельно.
Базовая формула расчета по группе
Расчетное количество станков в группе считается так:
Cр = Σ(Тшт-к × N) / (60 × Фд × Kв × Kз), где:
- Cр - расчетное количество станков в данной группе;
- Тшт-к - штучно-калькуляционное время на операцию данной группы (мин)
- N - годовая программа выпуска (шт)
- Фд - действительный годовой фонд времени (ч)
- Kв - коэффициент выполнения норм
- Kз - целевой коэффициент загрузки.
- Сумма Σ берется по всем деталям, проходящим через эту группу.
Тшт-к - штучно-калькуляционное время
Это не машинное время резания (не время съема стружки). Это полное время, которое деталь занимает станок по операции данной группы. По ГОСТ 3.1109-82 это:
Тшт-к = Тмаш+Твсп+Тобсл+Тотд+Тпз/n, где:
- Тмаш - машинное (чистое резание);
- Твсп - вспомогательное (установка, замеры, смена инструмента). Для современных ЧПУ это 15–25% от Тмаш
- Тобсл + Тотд - обслуживание места и отдых, нормативно 8% от оперативного
- Тпз/n - подготовительно-заключительное на партию n штук.
Главная ошибка самописных расчетов - берут только машинное время и получают 2 станка вместо реально нужных 3 или 4. Для справки: машинное время, как правило это в среднем 40–70% от штучно-калькуляционного.
Размер партии запуска: почему он критичен
В формуле Тшт.к. стоит слагаемое Тпз/n - подготовительно-заключительное время, деленное на размер партии. Здесь зарыта одна из главных особенностей серийного производства.
Если переналадка станка с одной детали на другую занимает 60 минут и партия 10 штук - на каждую деталь приходится 6 минут подготовительно-заключительного (ПЗ) времени. При партии 100 штук - 0,6 минуты. При партии 1000 - 0,06 минуты. Если машинное время детали 5 минут, то для партии 10 штук штучно-калькуляционное будет ~13 минут, а для партии 1000 ~7 минут. Разница почти в два раза! Поэтому при расчете мощностей размер партии - не «между делом», а важный исходный параметр.
Эмпирическое правило: партия = месячная или квартальная потребность. Меньше - теряете на переналадках. Больше - замораживаете оборотные средства в незавершенке. Как правило, для мелкосерийки это 10–50 шт, среднесерийки — 50–300, крупной серии - 300–2000.
N - программа с запасом на брак
Программу берите с запасом на технологически неизбежные потери:
- отлаженное серийное производство: плюс 2–4%
- новое производство: плюс 5–8%
- прецизионная обработка (авиация, медицина, оптика): плюс 8–10%
Посчитали мощности под 1000 годных корпусов, а в ОТК 50 завернули…
Фд - действительный годовой фонд времени
Это сколько часов конкретный станок реально может работать с учетом плановых ремонтов и ТО. Нормативные значения по «Нормам технологического проектирования механосборочных производств» Гипростанка при 40-часовой неделе:
Для тяжелых, уникальных и крупногабаритных станков потери закладываются больше - 8–10% при двухсменке и 12–15% при трехсменке: капремонт пятикоординатника DMG MORI DMU 50 или Mazak Variaxis занимает в разы больше времени, чем у токарного 16К20.
Kв - коэффициент выполнения норм
По нормативам ЦБНТ:
- 0,9–0,95 для освоения новых деталей и сложной обработки
- 1,0–1,1 для отлаженного серийного
- 1,1–1,2 для современных ЧПУ с квалифицированными операторами.
По умолчанию закладывайте 1,0. Если завод стабильно дает 0,85 – скорее всего нормы написаны на коленке. Расчет делайте с реальным коэффициентом, а не книжным… иначе на бумаге будет 4 станка, а на деле потребуется 5.
Kз - целевой коэффициент загрузки. Главный стратегический рычаг
Kз - это сколько процентов фонда времени станка вы планируете загружать программой выпуска. Остальное - резерв на сбои, срочные заказы, переналадки между разными деталями и будущий рост.
Самая частая ошибка: закладывают Kз = 1,0. «Станок же должен работать, мы его за 30 миллионов купили». Математически - да. Практически - любой сбой ломает программу:
- Сломалась пиноль задней бабки на токарном станке – деталь не поджать, выпуск не возможен - простой 3 дня, программа не выполняется…
- Прилетел срочный заказ от ключевого клиента - впихнуть некуда…
- Решили освоить новую деталь - нет окна на отладку…
Совет: если не уверены - закладывайте 0,80. Это дает 20% резерва, и в 90% реальных производств этого хватает.
Кейс: расчет по группам
Вымышленный пример, любые совпадения – случайны! Исключительно для понимания методологии расчета!
Предприятие производит малоразмерные гидроагрегаты. Программа на год:
- корпус насоса (литье АК12) - 800 шт
- вал ротора (40Х) - 1 200 шт
- шестерня привода (20ХН3А) - 1 200 шт
- фланец крепежный (Ст45) - 2 400 шт.
Распишем штучно-калькуляционное время по операциям технологического маршрута каждой детали:
Условия: двухсменка (Фд = 3 950 ч), Kв = 1,0, целевой Kз = 0,80 (мелкосерийное производство). Зубофрезерование шестерни - отдельная группа (в этот расчет не включено), термообработка не металлорежущая.
Шаг 1. Считаем трудоемкость по каждой группе отдельно
- Токарная (вал, шестерня, фланец): 1 200×32 + 1 200×22 + 2 400×14 = 98 400 мин это 1.640 ст·ч/год
- Фрезерная ВОЦ (корпус, вал): 800×95 + 1 200×6 = 83 200 мин это 1.387 ст·ч/год
- Шлифовальная (корпус, вал, шестерня): 800×12 + 1 200×18 + 1 200×9 = 42.000 мин это 700 ст·ч/год
- Заготовительная (все детали): 800×8 + 1 200×3 + 1 200×4 + 2 400×2 = 19 600 мин это 327 ст·ч/год
Шаг 2. Расчет количества станков по группам
Знаменатель формулы Cр = T / (Фд × Kв × Kз) одинаков для всех групп: 3 950 × 1,0 × 0,80 = 3.160 ч.
Шаг 3. Анализ результата и принятие решения
По результатам изучения цифр, можно сделать вывод, что программа мала для отдельного цеха: каждая группа загружена меньше чем наполовину. Если бы посчитали «все в кучу», то суммарная трудоемкость 4.054 ст·ч/год дала бы 1,28 станка с округлением до 2.
И бизнес купил бы 2 универсальных станка, на которых физически невозможно сделать всю номенклатуру: на токарном не сделать корпус, на фрезерном - вал. Разница миллионы рублей… и сорванная программа.
Правильный вывод: нужны 4 разных станка: токарный, фрезерный, шлифовальный, ленточнопильный. НО все недозагружены.
Это означает несколько вариантов решения:
- Аутсорсинг части операций (заготовку и шлифовку отдать на сторону) — снижает капзатраты проекта с ~80 до ~50 миллионов, но добавляет зависимость от подрядчиков и логистики.
- Универсализация внутри группы. Токарно-фрезерный центр Mazak Integrex или DMG CTX beta TC делает вал целиком за одну установку (точение + фрезерование шпоночных пазов). Это убирает фрезерную операцию по валу и поднимает загрузку токарной группы.
- Расширение программы - добавить субконтрактные заказы под существующие мощности до выхода на нормативную загрузку 0,80. Главное, чтобы субконтрактные детали ложились в ту же группу, иначе никакого эффекта на загрузку не будет.
- Двухсменка только для критичных групп - держать на двухсменке токарную и фрезерную, а заготовительную и шлифовальную перевести в одну смену. Это сокращает фонд оплаты труда без потери производительности по узким местам.
Это и есть нормальная инженерная работа: расчет по группам показывает реальную картину загрузки, а дальше технолог совместно с экономистом ищет оптимальное решение. Без расчета по группам никакого осмысленного выбора между этими вариантами просто нет.
Что классическая методика НЕ учитывает
Расчет по формуле - статическая модель. Она дает честный ответ на вопрос «сколько станков нужно по производительности», но не учитывает динамику цеха:
- Межоперационное транспортирование
- Накопители заготовок и готовых деталей
- Многостаночное обслуживание
- Организационные простои
- Балансировку маршрутов
Для учета этих факторов на этапе детального проектирования строят имитационную модель цеха в специальном программном обеспечении типа Tecnomatix Plant Simulation, Em-Plant. Но для предварительного расчета и обоснования бюджета классической методики вполне достаточно - погрешность 10-15% приемлема для решения о закупке.
Считайте по группам - на бумаге это полдня, в калькуляторе - 2 минуты
Считать вручную или в Excel - занятие на полдня для одной группы и одной номенклатуры. Когда групп 4-5, а позиций десятки - это уже неделя работы технолога.
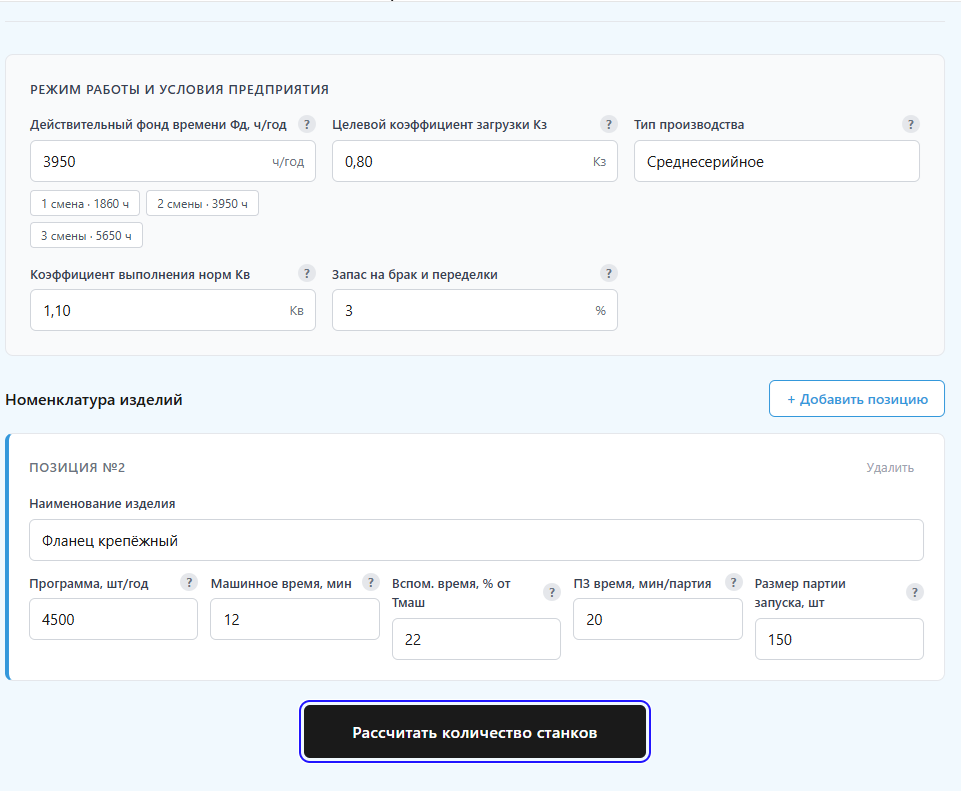
Поэтому мы в СТАНКОВЕД сделали для вас профессиональный онлайн-калькулятор количества станков. Он реализует ту же методику Маталина и нормативы ЦБНТ, которыми пользуются на серьезных предприятиях, но считает за секунды.
Для каждой группы оборудования запускаете отдельный расчет: вводите режим работы цеха, целевой Kз, тип производства - и для каждой позиции номенклатуры, проходящей через эту группу, указываете программу выпуска, штучно-калькуляционное время и размер партии. На выходе имеете расчетное и принятое количество станков, фактическая загрузка, суммарная трудоемкость, резерв или дефицит мощности и автоматический анализ результата.
Калькулятор бесплатный, работает в браузере, без регистрации. Мы старались сделать его удобным и при этом методически строгим, поэтому в нем есть подсказки по каждому параметру со ссылками на нормативные источники.
Если задача серьезнее и вам нужен полноценный технологический расчет под программу выпуска с разбиением по группам оборудования, подбором конкретных моделей станков, оценкой инвестиций, расчетом стоимости владения и планировкой участка - обращайтесь напрямую. СТАНКОВЕД делает независимый экспертный подбор: без привязки к дилерам, без откатов от поставщиков, только в интересах вашего производства.