Гул, визг, дрожь, передающаяся в пол — знакомо? Многие мастера годами считают шум и вибрацию «нормальной платой» за работу с металлом. Это опасное заблуждение.
Вибрация — это не просто дискомфорт. Это:
- Снижение ресурса полотна на 30–50% (микротрещины от усталости металла);
- Потеря точности реза (увод до 2–3 мм на 100 мм пропила);
- Риск травмы (разрыв ленты под нагрузкой).
В этой статье — системный разбор всех источников вибрации в ленточнопильном станке и проверенные методы их устранения.
1. Природа вибраций: что происходит во время реза?
Ленточная пила — это замкнутая механическая система, где полотно испытывает циклические нагрузки. Каждый зуб входит в металл, снимает стружку и выходит. Этот процесс никогда не бывает идеально плавным.
Допустимый уровень вибрации (по ГОСТ на ленточнопильные станки):
- Вертикальные колебания полотна: до 0.08 мм;
- Горизонтальные колебания: до 0.12 мм.
Всё, что выше — уже патология, требующая вмешательства.
Основные источники вибрации делятся на три группы:
- Инструментальные (полотно, зубья, сварной шов);
- Станковые (шкивы, подшипники, направляющие, станина);
- Технологические (режимы реза, заготовка).
2. Инструментальные причины (полотно)
2.1. Неправильный шаг зуба (TPI) — главный убийца тишины
Жесткое правило: в пропиле одновременно должны работать 3–12 зубьев.
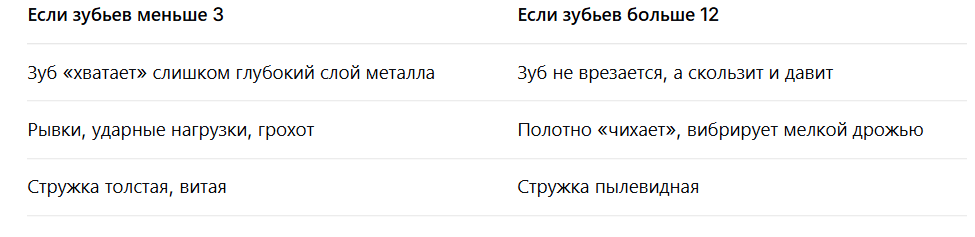
Решение: Подбирайте TPI по толщине стенки (для труб) или высоте пропила. Чем тоньше металл — тем больше зубьев на дюйм.
2.2. Усталость металла и микротрещины
После 50–100 часов работы (зависит от материала) в полотне накапливаются микротрещины, особенно в районе сварного шва и впадин зубьев. Эти трещины работают как «резонаторы», генерируя высокочастотный визг.
Признак: Шум резко возрастает на средних оборотах, но снижается на предельно низких или высоких.
Решение: Замена полотна. Экономия здесь ведет к браку и авариям.
2.3. Неправильная разводка зубьев
Если зубья разведены неравномерно (например, 0.3 мм слева и 0.5 мм справа), полотно начинает «рыскать» из стороны в сторону. Частота рыскания попадает в резонанс с собственной частотой станка.
Диагностика: Посмотрите на стружку. Она должна быть одинаковой с обеих сторон. Если одна стружка толще — разводка сбита.
Решение: Прогон полотна через разводной станок или замена.
3. Станковые причины (оборудование)
3.1. Износ или залипание обрезиненных шкивов
Резина на шкивах — это демпфер. Когда она изнашивается или «дубеет», исчезает амортизация. Особенно критично, когда на резину налипает мелкая стружка.
3.2. Люфт направляющих подшипников
Это самая частая причина вибрации в бюджетных станках. Зазор между подшипником и полотном не должен превышать 0.1–0.2 мм.
Проверка: Отключите станок. Пальцами попробуйте сдвинуть полотно вбок в зоне направляющих. Если чувствуется свободный ход (люфт) — зазор велик.
Последствия: При каждом входе зуба в металл полотно «отбивается» в сторону зазора, ударяется о подшипник и возвращается. Возникает автоколебательный процесс с частотой до 500 Гц.
Решение: Отрегулируйте эксцентрики направляющих (подробно описано в нашей статье о калибровке). После регулировки лист бумаги А4 должен проходить с легким натягом.
3.3. Дисбаланс шкивов
Даже новые шкивы могут быть неидеально отбалансированы. При вращении центробежная сила создает вибрацию с частотой вращения.
Диагностика: Вибрация присутствует даже на холостом ходу (без заготовки). Её частота совпадает с частотой вращения шкивов.
Решение:
- Простое: Установка демпфирующих прокладок под опоры станка.
- Правильное: Балансировка шкивов на специальном стенде (выполняется в сервис-центре).
3.4. Слабая или деформированная станина
Если станок установлен на неровном полу или под ним не хватает жесткости, вся конструкция «дышит» при нагрузке.
Проверка: Во время реза положите руку на станину рядом с режущей головой. Если чувствуется пульсация — проблема в жесткости.
Решение:
- Залить фундаментные болты (для тяжелых станков);
- Установить станок на виброопоры (резиновые подушки толщиной 10–15 мм);
- Для легких настольных станков — прикрутить к тяжелой плите (сталь 10–15 мм).
4. Технологические причины (режимы и заготовка)
4.1. Неправильная скорость резания (FPM / м/мин)
У каждого материала есть «окно» стабильных скоростей:
Решение: Постепенно снижайте скорость от максимальной к минимальной. Там, где шум минимален — правильная скорость.
4.2. Плохая фиксация заготовки
Даже дорогой станок не сможет чисто резать, если заготовка «играет» в тисках.
Правила:
- Заготовка должна быть зажата по всей длине контакта;
- Не допускается опора только на губки — используйте дополнительные подпорки для длинных труб;
- Толстостенные трубы и профили требуют разных губок (призматические — для круглого, плоские — для квадратного).
4.3. Затупление полотна
Тупые зубья вместо резания начинают «давить» металл. Сила резания резко возрастает, возникает эффект самоусиливающейся вибрации.
Диагностика: Стружка стала пылевидной или превратилась в «гармошку»; при ручном нажатии на полотно (на холостом ходу) оно издает глухой, а не звонкий звук.
Решение: Немедленная переточка или замена. Дopyбать на тупом полотне нельзя — убьете направляющие и шкивы.
5. Оптимальная стратегия поиска причины (Алгоритм)
Если вы столкнулись с вибрацией — не пытайтесь настроить всё сразу. Действуйте последовательно:
Если после всех шагов вибрация осталась — возможно, полотно имеет скрытый дефект сварного шва (невидимый глазом). Замените полотно.
Телефон для связи: 8 800 201 10 07