Даже самое дорогое биметаллическое полотно бесполезно, если ленточнопильный станок настроен «на глаз». 90% проблем — увод пилы в сторону, волнистый рез, вибрация и преждевременный износ инструмента — связаны с двумя факторами: неправильным натяжением ленты и разбалансировкой направляющих роликов.
В этой статье — пошаговая инструкция по профессиональной настройке, которая превратит ваш станок в точный и безопасный инструмент.
1. Почему важна синхронная настройка?
Ленточная пила работает как замкнутая система. Если ослабить натяжение — полотно провиснет, зубья будут «зарываться» в металл, вызывая рывки. Если перетянуть — возрастает риск разрыва ленты по сварному шву.
Роль направляющих: Они удерживают полотно в зоне реза, не давая ему скручиваться. Даже при идеальном натяжении, если направляющие смещены или люфтят, точность реза упадет на 80%.
Цель настройки: Добиться, чтобы лента двигалась строго перпендикулярно упору, а направляющие гасили вибрации, но не создавали лишнего трения.
2. Настройка натяжения ленточного полотна
Это первый и самый критичный шаг. Работайте только при отключенном от сети станке!
Метод №1: «Правило большого пальца» (для новичков)
На большинстве станков есть встроенный тензометр (пружинная шкала). Но часто он врет. Универсальный способ:
- Установите полотно на шкивы.
- Вращайте маховик натяжения до тех пор, пока лента не перестанет провисать.
- Проверка: Нажмите пальцем на середину полотна между шкивами. Прогиб должен составлять 1–2 мм при приложении среднего усилия.
- Для биметаллических полос M42: Прогиб не более 1 мм. Они жестче.
Метод №2: Звуковой (для профи)
Натяните полотно и щипните его как гитарную струну. Звук должен быть чистым, низким (как у басовой струны). Глухой звук — натяжение слабое. Звенящий высокий тон — перетяг, риск разрыва.
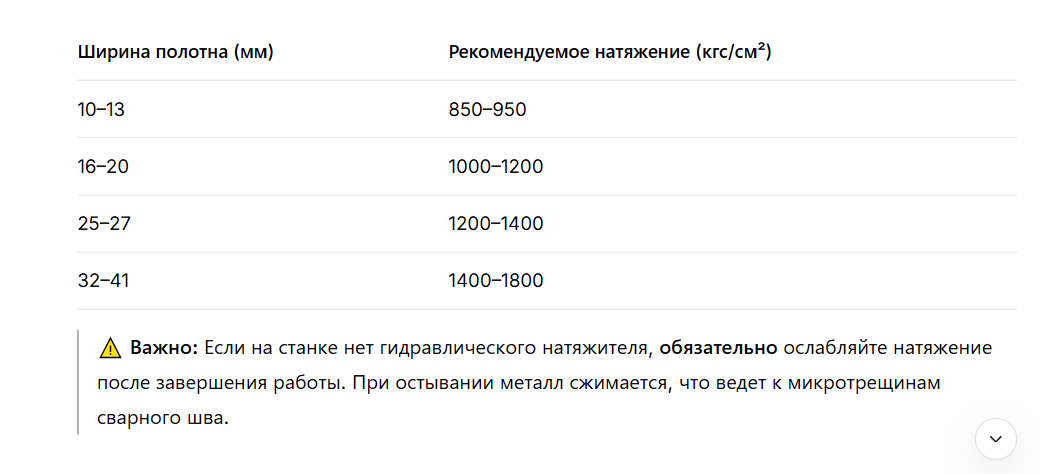
Метод №3: Научный (таблица усилий)
3. Калибровка направляющих узлов
Направляющие блоки (обычно карбидные пластины или роликовые подшипники) должны быть сведены с микроскопическим зазором.
Шаг 1: Освобождение узла
Ослабьте винты крепления направляющего узла к станине. Узел должен свободно перемещаться вверх-вниз.
Шаг 2: Выравнивание относительно упора
Установите полотно. Опустите узел чуть выше заготовки (на 2-3 мм). Золотое правило: Направляющие должны стоять как можно ближе к заготовке, но не касаться её. Максимальное расстояние от направляющих до металла — 3–5 мм.
Шаг 3: Регулировка боковых подшипников (роликов)
- Вращайте регулировочные эксцентрики, пока подшипник не коснется полотна.
- Открутите обратно на ¼ оборота (примерно 0.1–0.2 мм зазора).
- Проверка: Лист бумаги (обычный офисный А4) должен проходить между подшипником и полотном с легким натягом. Если бумага рвется — зазор мал; если входит свободно — велик.
Последствия ошибок:
- Зазор мал: Перегрев полотна, выход подшипников из строя за 10 часов работы.
- Зазор велик: Увод полотна, «гармошка» на срезе, срыв зуба при врезании.
Шаг 4: Настройка опорных (упорных) подшипников
Эти подшипники находятся за спиной полотна и воспринимают давление зуба на металл.
- Подведите подшипник до касания с тыльной стороной ленты.
- Сделайте зазор буквально 0.05–0.1 мм (на глаз — толщина листа фольги или лески).
- Важный нюанс: Полотно не должно касаться подшипника на холостом ходу, но при давлении резцом (рукой) должно упираться в него без прогиба назад.
4. Проверка соосности шкивов
Если после калибровки направляющих пила все равно «убегает» с обрезиненных шкивов — проблема в соосности.
Простой тест:
- Наденьте полотно и создайте рабочее натяжение.
- Прокрутите шкивы вручную на 2–3 оборота.
- Посмотрите на кромку ленты: она должна идти строго по центру шкива, не сползая к краям.
Если сползает:
- К переднему краю: Нужно наклонить верхний шкив вперед (обычно есть винты регулировки угла).
- К заднему краю: Наклонить верхний шкив назад.
Идеал: Регулируйте микронными шагами (по 1/8 оборота винта), затем фиксируйте контргайками.
5. Финальная обкатка и чек-лист
После всех настроек проведите тестовый рез на черновом куске металла.
Признаки идеальной настройки:
- Прямолинейность: Линейка, приложенная к срезу, не показывает зазора.
- Шум: Ровное шипение, без визга (трение подшипников) и стука (ослаблен узел).
- Стружка: Одинаковая толщина стружки на левых и правых зубьях. Если стружка отличается — перекос направляющих.
Чек-лист мастера на месяц:
- Проверка зазоров направляющих (каждые 40 часов работы).
- Ослабление натяжения после смены (ночью/на выходные).
- Очистка направляющих от мелкой металлической стружки (она работает как абразив).
Заключение
Профессиональная настройка ленточнопильного станка занимает 20 минут, но окупается десятками часов чистого времени реза и сохраненными полотнами. Помните: жадность в натяжении (желание «потянуть посильнее») и лень в калибровке направляющих — главные враги вашего оборудования.
Настроили станок? Пора приступать к работе. Если нужна консультация по выбору полотен для ваших задач — свяжитесь с нами. Мы подберем идеальный вариант под ваш тип металла и объемы производства.
Телефон для связи: 8 800 201 10 07