Лайфхаки от опытного оператора Типичные ошибки новичков Совет: ведите журнал настроек — записывайте параметры для разных металлов и толщин. Это сэкономит время при повторных заказах! А вы работаете на таком оборудовании? Делитесь в комментариях своими секретами эффективной работы или задавайте вопросы — отвечу с радостью! 👇
Утро: подготовка и настройка
- Проверка станка. Перед запуском осматриваю оборудование:
состояние пуансонов и матриц;
уровень масла в гидравлической системе;
работу системы ЧПУ. - Загрузка программы. Ввожу в ЧПУ чертёж детали (формат DXF/DWG) и проверяю:
координаты отверстий;
последовательность операций;
тип и размер инструмента. - Калибровка. Выполняю тестовое позиционирование без нагрузки — убеждаюсь, что погрешность не превышает 0,05 мм.
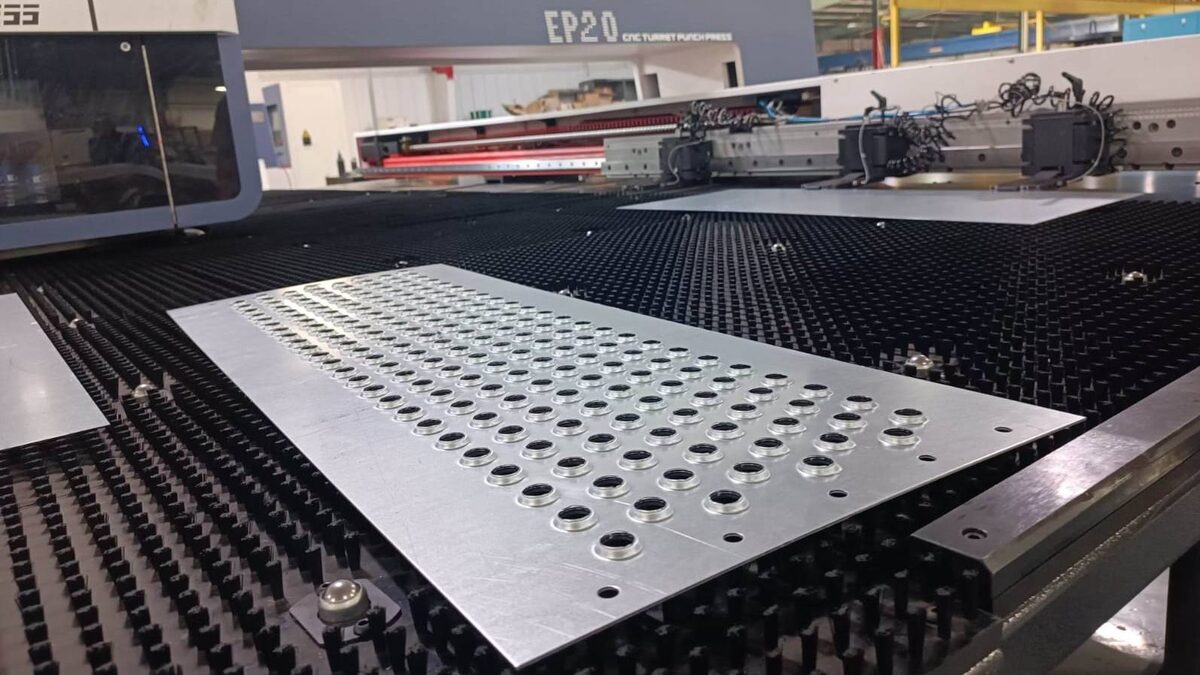
День: работа с заготовками
- Установка листа. Подаю заготовку на рабочий стол и фиксирую пневматическими зажимами.
- Запуск программы. Нажимаю «Старт» — станок автоматически:
выбирает нужный пуансон из револьверной головки;
позиционирует лист по осям X и Y;
выполняет пробивку с усилием до 220 kN. - Контроль процесса. Слежу за:
чистотой кромок отверстий;
отсутствием деформаций листа;
корректной сменой инструментов.
Вечер: завершение и обслуживание
- Финальный контроль. Проверяю несколько деталей из партии шаблонами и штангенциркулем.
- Очистка станка. Удаляю металлическую стружку, протираю направляющие.
- Планирование на завтра. Готовлю программы для следующих деталей, проверяю наличие запасных пуансонов.
Лайфхаки от опытного оператора
- Для тонких листов (0,5–1,2 мм): снижайте скорость пробивки, чтобы избежать волн и деформаций.
- Зазор пуансон‑матрица: должен составлять 5–10 % от толщины металла. Например, для листа 2 мм — зазор 0,1–0,2 мм.
- Экономия времени: группируйте детали с одинаковыми отверстиями — так станок реже меняет инструмент.
- Профилактика: смазывайте направляющие каждые 40 часов работы.
Типичные ошибки новичков
- Неправильная фиксация листа → смещение отверстий.
- Игнорирование калибровки → накопление погрешности.
- Использование изношенных пуансонов → рваные кромки.
Совет: ведите журнал настроек — записывайте параметры для разных металлов и толщин. Это сэкономит время при повторных заказах!
А вы работаете на таком оборудовании? Делитесь в комментариях своими секретами эффективной работы или задавайте вопросы — отвечу с радостью! 👇