Думаете, проблема в пластике или “плохом принтере”? На самом деле в большинстве случаев виноваты мелочи, которые легко исправить.
Если первый слой не прилипает, модель отрывается по углам или начинает кататься соплом по столу - это один из самых частых дефектов в 3D-печати.
Хорошая новость: в 90% случаев проблему можно решить легко.
Я собрал 7 причин, почему не липнет первый слой, и что с этим делать.
1. Неправильный зазор сопла до стола
Если сопло слишком высоко — пластик просто ложится сверху “колбаской” и не прижимается к поверхности.
Если слишком низко - материал давится, забивает поток и слой получается рваным.
Как понять:
- линии круглые и легко снимаются - слишком высоко
- слой прозрачный, царапает стол - слишком низко
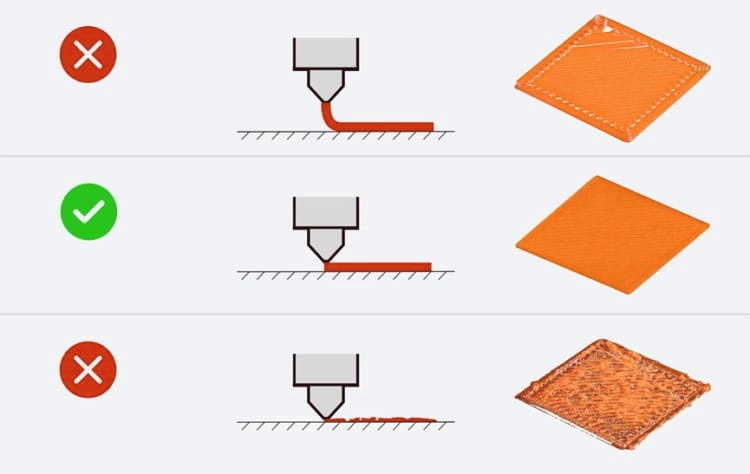
Что делать:
Сделайте калибровку Z-offset.
Идеально, когда линия слегка приплюснута и соседние дорожки соединяются между собой.
2. Грязный стол - главный враг адгезии
Даже если стол выглядит чистым, на нём часто есть:
- жир от пальцев
- пыль
- остатки старого клея
- микрочастицы пластика
Из-за этого пластик цепляется хуже.
Что делать:
Лучший вариант - протирать стол изопропиловым спиртом (IPA 90%+) перед печатью.
Если его нет, прекрасно справляется тёплая вода с каплей средства для посуды.
Важно: после мытья не трогать поверхность руками.
3. Неправильная температура стола
Слишком холодный стол = пластик быстро сжимается и отходит.
Слишком горячий = иногда слой становится мягким и плывёт.
Рабочие значения:
- PLA: 50–65°C
- PETG: 70–85°C
- ABS: 90–110°C
Более точные значения для настройки можно у знать у производителя конкретного филамента.
Если углы поднимаются — попробуйте добавить +5°C к столу.
4. Сквозняк, сильный обдув и холодная комната
Пластик резко остывает, начинает тянуть углы вверх, и модель отклеивается прямо во время печати.
Что делать:
- не ставить принтер у окна
- убрать поток воздуха от вентилятора
- закрыть корпус при печати
- для ABS использовать корпус
5. Слишком высокая скорость первого слоя
Если принтер кладёт первый слой слишком быстро, материал не успевает нормально приклеиться.
Особенно это видно на маленьких деталях.
Что делать:
- снизить скорость первого слоя
- ширину линии первого слоя 110–120%
6. Поверхность стола уже изношена
Иногда проблема не в настройках, а в самом покрытии.
PEI лист со временем затирается, стекло становится гладким, наклейка повреждается.
Что помогает:
- перевернуть лист другой стороной
- слегка обновить PEI мелкой шкуркой (очень аккуратно)
- заменить покрытие
- использовать клей-карандаш как временное решение
7. Нет brim, когда он реально нужен
Модель маленькая или узкая, площадь контакта со столом слишком мала.
Из-за этого деталь может легко сорваться.
Что делать:
Включить Brim 5–10 линий. Это создаст дополнительную площадь сцепления.
Особенно помогает для:
- высоких узких моделей
- деталей с маленьким основанием
- печати PETG / ABS
Если статья была полезной - ставьте лайк и подписывайтесь на канал. Если увижу отклик сделаю отдельные разборы конкретных дефектов более подробно 👍