Сварной шов — это участок металла, сформированный в результате кристаллизации расплава или пластической деформации при сварке. Его геометрия, пространственное положение и структура определяются конструкцией соединения, способом сварки, режимами нагрева и свойствами основного металла. Ниже приведена систематизированная классификация сварных швов, применяемая в учебной и производственной практике, в том числе в нормативных документах.
Классификация сварных швов по виду соединения деталей
Стыковой шов. Формируется при соединении элементов, расположенных в одной плоскости торцами. Наиболее распространён в сварных конструкциях из листового и профильного проката.
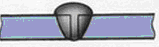
Основные варианты подготовки кромок:
– без скоса кромок (толщина до 4 мм);
– односторонний скос (V-образный);
– двусторонний скос (X-образный);
– U-образная и J-образная разделка для толстостенных элементов.
Для стыковых швов характерна минимальная концентрация напряжений при правильном выполнении. Коэффициент прочности при полном проплавлении может достигать 0,95–1,0 от прочности основного металла.
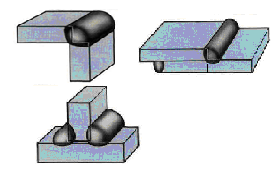
Нахлёсточный шов. Образуется при наложении одного элемента на другой. Применяется преимущественно при сварке тонколистового металла (1–6 мм).
Особенности:
– наличие двух параллельных угловых швов;
– повышенный риск коррозии в зоне перекрытия;
– меньшая расчётная прочность по сравнению со стыковыми соединениями.
Тавровый шов. Используется при соединении деталей под углом 90°, когда торец одной детали примыкает к поверхности другой.
Основной тип шва — угловой. Применяется в каркасных и рамных конструкциях, балках, фермах.
Угловой шов. Формируется при соединении деталей под углом, включая тавровые и угловые соединения. Сечение шва, как правило, имеет форму равнобедренного или неравнобедренного треугольника.
Ключевой параметр — катет шва. Его величина выбирается расчётным путём и обычно составляет 0,7–1,0 толщины тонкого элемента.
Торцевой шов. Используется редко. Формируется при соединении торцов деталей без значительной площади соприкосновения. Применяется в малонагруженных конструкциях и вспомогательных элементах.
Классификация по степени проплавления
Швы с полным проплавлением. Металл проплавляется на всю толщину соединяемых элементов. Такие швы применяются в ответственных конструкциях: сосуды под давлением, трубопроводы, несущие элементы.
Контроль осуществляется ультразвуковыми, радиографическими и металлографическими методами.
Швы с неполным проплавлением. Часть толщины остаётся непроваренной. Допускаются только в конструкциях с ограниченными нагрузками и при наличии расчётного обоснования.
Непровар является концентраторами напряжений и снижает усталостную долговечность.
Классификация по положению шва в пространстве
Нижний шов. Выполняется в положении, когда сварочная ванна удерживается силой тяжести. Наиболее благоприятное положение с точки зрения формирования металла шва и качества проплавления.
Горизонтальный шов. Расположен на вертикальной плоскости. Требует снижения сварочного тока и применения колебательных движений сварочного электрода для предотвращения стекания металла.
Вертикальный шов. Выполняется снизу вверх или сверху вниз. При сварке снизу вверх обеспечивается лучшее проплавление, но возрастает тепловложение.
Потолочный шов. Наиболее сложный в выполнении. Характеризуется минимальным объёмом сварочной ванны, пониженным током и повышенными требованиями к квалификации сварщика.
Классификация по протяжённости и непрерывности
Сплошной шов. Непрерывная линия сварки по всей длине соединения. Обеспечивает равномерное распределение напряжений.
Прерывистый шов. Состоит из отдельных участков заданной длины с промежутками. Применяется для уменьшения тепловых деформаций и расхода металла.
Различают:
– цепной прерывистый шов;
– шахматный прерывистый шов.
Длина отдельных участков обычно составляет 40–100 мм, расстояние между ними — 50–150 мм.
Классификация по форме поверхности шва
Выпуклый шов. Имеет усиление над поверхностью основного металла. Допустим при статических нагрузках, но нежелателен при переменных из-за концентрации напряжений.
Плоский шов. Оптимальный вариант с точки зрения прочности и усталостной стойкости. Усиление минимально и соответствует нормативным значениям.
Вогнутый шов. Используется в тонколистовых конструкциях и при сварке алюминиевых сплавов. Требует точного подбора режимов, так как избыточная вогнутость снижает несущую способность.
Классификация по числу проходов
Однопроходный шов. Формируется за один проход электрода или горелки. Применяется при толщине металла до 6–8 мм в зависимости от способа сварки.
Многопроходный шов. Используется для толстостенных элементов. Каждый последующий слой накладывается после очистки предыдущего от шлака. Количество проходов может достигать 10–20 и более.
Многослойная структура позволяет контролировать термический цикл и снижать вероятность образования горячих трещин.
Классификация по способу выполнения
Ручные швы. Выполняются ручной дуговой, газовой или аргонодуговой сваркой. Качество в значительной степени зависит от квалификации сварщика.
Механизированные и автоматические швы. Формируются под флюсом, в среде защитных газов или с использованием роботизированных комплексов. Отличаются стабильной геометрией, повторяемостью и сниженным уровнем дефектов.