
Когда речь заходит о дисках, большинство водителей делят мир на «литьё» и «кованые» - и считают, что кованые просто лучше и дороже. На самом деле картина значительно сложнее. За словом «диск» скрывается целая металлургия: разные сплавы, технологии обработки, структуры металла и вытекающие из этого совершенно разные характеристики. Разбираем от начала до конца - с физикой, цифрами и практическими выводами.
Эта статья для тех, кто хочет понять, а не просто купить. После неё вы сможете самостоятельно оценить любое предложение на рынке дисков - без продавца и без маркетинга.
Глава 1. Из чего делают диски: металлургия без лишних слов
Прежде чем говорить о характеристиках, нужно понять материал. Именно состав и структура металла определяют всё остальное.
Сталь (штампованные диски)
Стальные диски изготавливают из низкоуглеродистой стали марок S235–S355. Это не «плохой» материал - это другой материал с иными свойствами. Сталь пластичнее алюминия: при ударе она гнётся, а не трескается. Именно это делает стальные диски незаменимыми для зимней эксплуатации на российских дорогах - яма деформирует диск, но не разрушает его, и он поддаётся правке.
Плотность стали: 7 850 кг/м³ - почти в 3 раза тяжелее алюминия. Отсюда вес стального диска R15 7J: 8-10 кг против 5-8 кг у алюминиевого аналога.
Алюминиевые сплавы (литые и кованые диски)
Оба типа алюминиевых дисков делают из схожих сплавов серии Al-Si-Mg (алюминий-кремний-магний), но с разными добавками и разной обработкой:
• Литьё: Сплав A356 или А380 (6-7% Si, 0,3-0,5% Mg). Кремний улучшает текучесть при заливке, магний повышает прочность после термообработки.
• Ковка: Сплав 6061-T6 или 7075-T6. Серия 7075 содержит цинк и медь - это авиационный алюминий. Предел прочности 7075: 570 МПа против 300 МПа у литейного А356.
Ключевое отличие: не состав, а структура. При литье расплавленный металл охлаждается неравномерно, образуя пористость и хаотично ориентированные зёрна. При ковке давление 2 000-5 000 тонн уплотняет структуру и выстраивает зёрна вдоль силовых линий нагрузки - как волокна дерева вдоль ствола.
Глава 2. Как производят диски: три технологии
Штамповка (стальные диски)


1. Раскрой: стальной лист нарезают на заготовки.
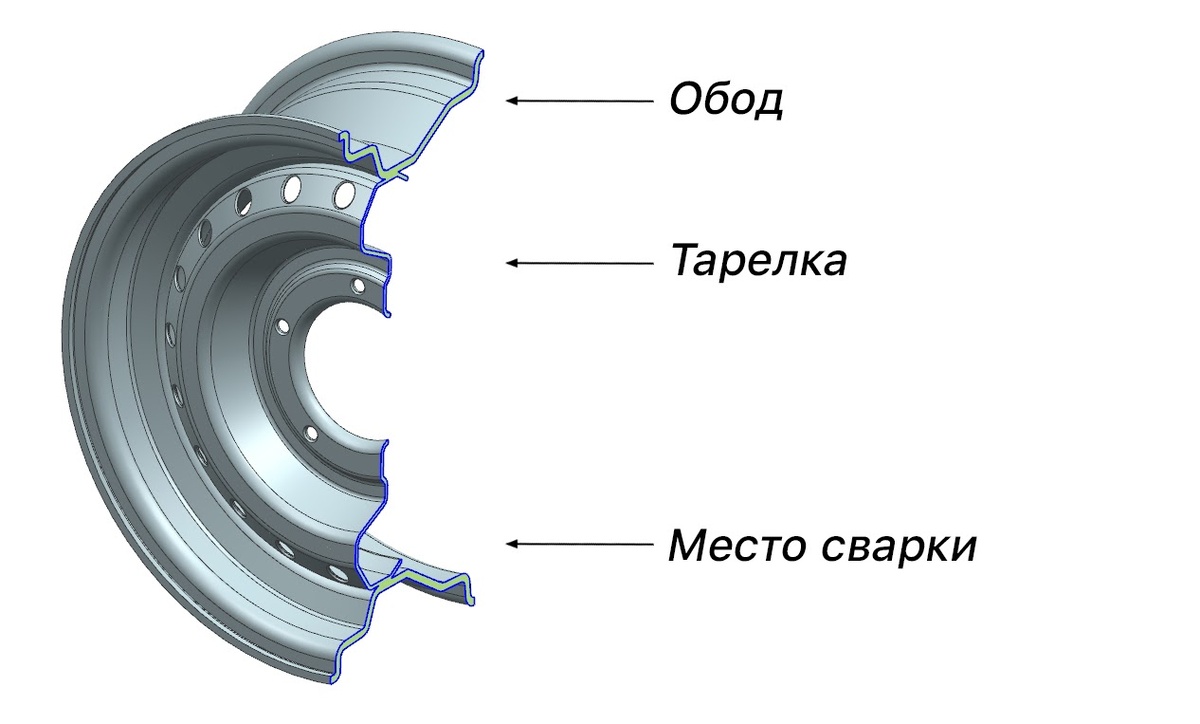
2. Штамповка обода и диска: отдельные прессы формируют обод (цилиндр с закраинами) и центральную часть (тарелку).
3. Сварка: обод и тарелку соединяют контактной сваркой. Это шов, который иногда можно нащупать изнутри диска.
4. Термообработка и окраска: диск оцинковывают или красят порошковой краской.
Весь процесс занимает минуты. Один завод выпускает тысячи дисков в смену. Отсюда - цена 1 500–3 000 рублей за штуку.
Гравитационное литьё (большинство литых дисков)
5. Плавка: алюминиевый сплав расплавляют при 680-720°C.
6. Заливка в кокиль: расплав заливают в металлическую форму (кокиль) под действием силы тяжести.
7. Охлаждение: диск остывает 3-5 минут. Неравномерное охлаждение создаёт внутренние напряжения и микропористость - главный недостаток литья.
8. Термообработка T6: нагрев до 530°C (растворение) + закалка + старение при 160°C. Повышает прочность на 40-60%, но не устраняет пористость.
9. Мехобработка и покраска: токарная обработка посадочных поверхностей, лакировка или порошковое покрытие.
Горячая ковка (кованые диски)
10. Нагрев заготовки: цилиндрическую заготовку из сплава 6061 нагревают до 450-480°C (но не плавят - металл остаётся твёрдым, лишь пластичным).
11. Ковка: пресс 2 000-5 000 тонн осаживает заготовку в форму диска за 2-3 удара. Внутренняя пористость исчезает, зёрна ориентируются вдоль нагрузки.
12. Термообработка T6: та же, что у литья - но на плотной структуре даёт значительно лучший результат.
13. ЧПУ-механообработка: именно здесь рождается дизайн. Спицы, вырезы, фаски - всё обрабатывается на многоосных станках. Это самый долгий этап: 20-40 минут на один диск.
14. Финишная обработка: полировка, анодирование, покраска или комбинация.
Почему кованые дорогие? Из-за времени: один ЧПУ-станок делает 10-15 дисков в смену. Литьё - тысячи.
Глава 3. Сравнительные характеристики: цифры из испытательных лабораторий
Прочностные характеристики (стандарт JWL / VIA)
Японский стандарт JWL (Japan Light Alloy Wheel) - наиболее распространённый международный стандарт испытаний дисков. Включает тест на изгиб (bending fatigue) и удар (impact test). Все приличные диски проходят сертификацию по JWL или его европейскому аналогу TÜV.
Весовые характеристики (диск R17, ширина 7.5J)
Вес - ключевой параметр, влияющий на ездовые характеристики. Приводим реальные данные для одного из самых популярных размеров.
Разница между тяжёлым штампованным и лёгким кованым - до 6 кг на колесо, или 24 кг на весь автомобиль. Это существенно, но реальный эффект зависит от того, как именно используется автомобиль.
Глава 4. Физика неподрессоренной массы: почему 2 кг на колесе ≠ 2 кг в багажнике
Неподрессоренная масса (unsprung mass) - это всё, что движется вместе с колесом: диск, шина, тормозной ротор, ступица, часть амортизатора. В отличие от подрессоренной массы (кузов, пассажиры, груз), неподрессоренная масса напрямую реагирует на каждую неровность - без фильтрации подвеской.
Ключевое правило: снижение неподрессоренной массы на 1 кг эквивалентно снижению подрессоренной массы на 5-10 кг с точки зрения влияния на управляемость и комфорт.
Почему такая разница? Потому что тяжёлое колесо при наезде на неровность создаёт большой импульс - и подвеске нужно больше времени, чтобы вернуть его в исходное положение. Лёгкое колесо следует за профилем дороги быстрее, кузов «плавает» меньше.
Практический эффект снижения веса дисков
Вывод: снижение веса дисков реально ощущается на двух вещах - управляемость в поворотах и комфорт на плохих дорогах. Всё остальное - на уровне измерений, но не ощущений среднестатистического водителя.
Глава 5. Продвинутые технологии: между литьём и ковкой
Рынок дисков не ограничивается тремя технологиями. Существуют гибридные методы, которые дают характеристики кованых дисков по цене ближе к литым.
Flow Forming (Rotary Forging / Spin Forging)
Технология, которая меняет рынок. Диск отливают как обычно - но затем обод раскатывают роликами под давлением при высокой температуре. Это уплотняет структуру металла в ободе, повышая его прочность до уровня кованых деталей, при этом центральная часть остаётся литой.
• Преимущества: вес на 15-25% меньше обычного литья при сопоставимой или лучшей прочности обода
• Цена: 20-40% дороже обычного литья - но в 1,5-2 раза дешевле полностью кованого
• Маркировка: Flow Forming, FF, Flowform, Spun Rim - разные бренды используют разные названия
• Бренды: OZ Ultraleggera HLT, Rays Volk Racing TE37, Enkei PF01 - классические представители
Flow Forming - оптимальный выбор для большинства: лёгче литья, прочнее литья, дешевле ковки. Если видите эту технологию в прайсе - обращайте внимание.
Монокок-ковка (Monoblock Forging)
Весь диск - одна деталь без сварных швов и соединений. Максимальная прочность, минимальный вес. Используется в Формуле 1, суперкарах, мотоциклах MotoGP. Для серийных автомобилей - в категории «за разумные деньги» практически недоступна: от 50 000 рублей за диск.
Многосоставные (составные) диски
Диск собирается из нескольких частей: центральная часть (кованая или литая) + обод (как правило, кованый). Позволяет комбинировать материалы, достигать экстремально малого веса, варьировать вылет без замены всего диска. Применяются в тюнинге и автоспорте. Цена - от 30 000 рублей за диск.
Глава 6. Покрытия дисков: что значат названия в каталоге
Производители дисков предлагают десятки вариантов отделки. Большинство названий - маркетинг, но некоторые несут конкретный технический смысл.
Глава 7. Практический выбор: матрица решений
Собираем всё в единую матрицу - по сценарию использования, бюджету и приоритетам.
Зимний комплект, город
Штампованный: ✅ Идеально
Литой: ✅ Хорошо
Flow Forming: ❌ Дорого
Кованый: ❌ Избыток
Летний, городская езда
Штампованный: ✅ Бюджетно
Литой: ✅ Оптимум
Flow Forming: ✅ Хорошо
Кованый: ⚠️ Избыток
Трасса, спортивная езда
Штампованный: ❌ Тяжело
Литой: ⚠️ Сойдёт
Flow Forming: ✅ Отлично
Кованый: ✅ Идеально
Трек, автоспорт
Штампованный: ❌
Литой: ❌ Хрупко
Flow Forming: ✅ Хорошо
Кованый: ✅ Стандарт
Бездорожье
Штампованный: ✅ Стойко к ударам
Литой: ⚠️ С осторожностью
Flow Forming: ⚠️
Кованый: ⚠️ Гнётся
Бюджет до 15 000 ₽ (4 шт.)
Штампованный: ✅
Литой: ✅ Есть варианты
Flow Forming: ❌
Кованый: ❌
Бюджет 20 000–40 000 ₽
Штампованный: ❌
Литой: ✅ Широкий выбор
Flow Forming: ✅ Есть варианты
Кованый: ⚠️ Мало
Бюджет от 50 000 ₽
Штампованный: ❌
Литой: ⚠️ Мало
Flow Forming: ✅ Лучшие бренды
Кованый: ✅ Полный выбор
Итог: что реально стоит своих денег
Для 90% водителей качественный литой диск - оптимальный баланс цены и качества. Для активной езды и требовательных условий - технология Flow Forming. Для бескомпромиссной прочности и максимального срока службы - ковка.
Кованые диски стоят своих денег в конкретных ситуациях: мощный автомобиль, трек, автоспорт, принципиальное снижение неподрессоренной массы. Для городской езды на автомобиле мощностью до 200–250 л.с. разница в управляемости между хорошим литым и кованым диском будет минимальной - и её перекроет состояние покрышек или давление в шинах.
Штампованные диски - недооценённый вариант. Для зимы на плохих дорогах нет ничего практичнее: стойкость к ударам, дешёвая правка, не жалко царапать об бордюры. Именно поэтому большинство автопроизводителей до сих пор комплектуют зимние комплекты штампованными дисками.
Главный совет: покупайте диск под задачу, а не под статус.
С ув. команда ArtWheels. До новых встреч!
Наши контакты:
- Сайт: https://artwheels.ru/
- Телеграмм: https://t.me/ArtWheelsRussia
Теги: #диски #кованыедиски #литыедиски #FlowForming #металлургия #автотехника #JWL #тюнинг