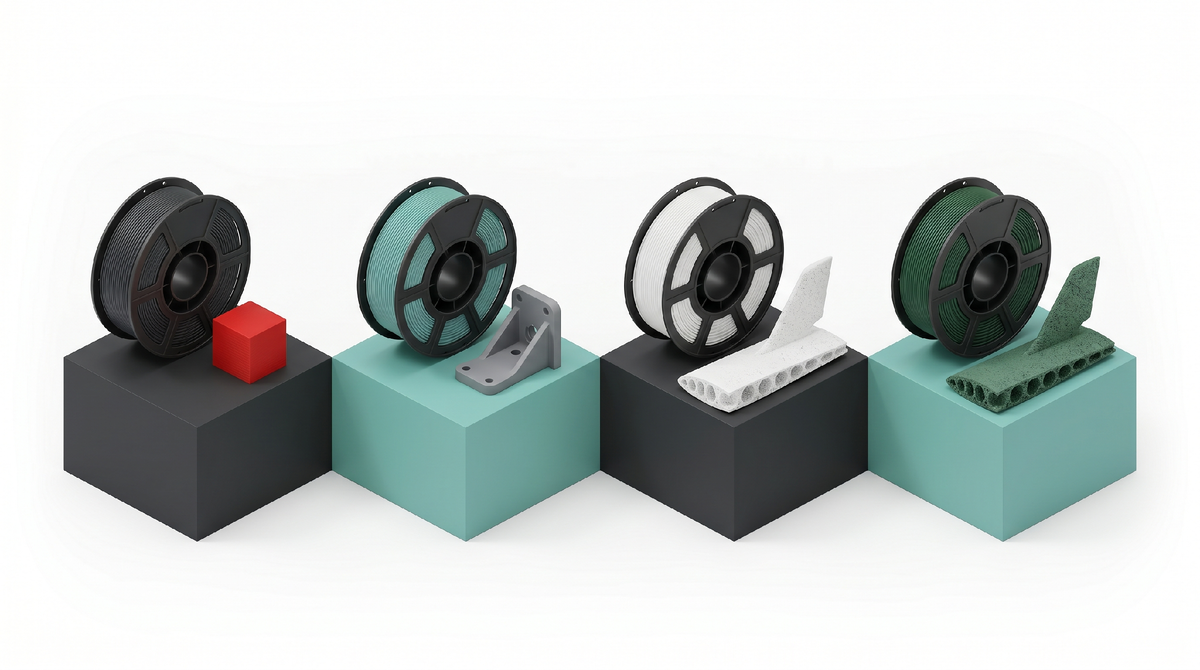
Полимолочная кислота (PLA) представляет собой базовый полимер в сфере FDM-печати. Этот термопласт растительного происхождения характеризуется минимальным коэффициентом температурного расширения, что обеспечивает печать без деформации и усадки модели. По мере расширения сфер применения 3D-печати возникла потребность в материалах с узкоспециализированными физико-механическими свойствами. Разработчики начали модифицировать структуру полимера. В данном материале мы подробно рассмотрим технические спецификации, механику экструзии и области применения четырех вариантов филамента: PLA Basic, PLA Pro, PLA LW и PLA Aero.
PLA Basic: Стандартный полимер
Базовый PLA — это жесткий материал, состоящий преимущественно из чистой полимолочной кислоты и красящего пигмента.
- Физические свойства: Плотность составляет около 1.24 г/см³. Материал обладает высокой твердостью, но низким порогом пластической деформации. При превышении предела прочности деталь разрушается хрупко, без предварительного растяжения.
- Температурный режим: Пластик плавится в диапазоне 190–220°C. Температура стеклования находится на уровне 55–60°C. При нагреве выше этой отметки деталь начинает терять жесткость и деформируется под собственным весом.
- Профиль печати: Печать не требует наличия закрытой термокамеры. Материал обладает высокой текучестью, что допускает использование высоких скоростей перемещения печатной головы. Межслойная адгезия стабильна.
- Применение: Создание визуальных макетов, прототипов для проверки собираемости, декоративных элементов и деталей, эксплуатация которых предполагается при комнатной температуре без ударных нагрузок.
PLA Pro (PLA+): Компаунд повышенной вязкости
PLA Pro, который в зависимости от производителя может маркироваться как PLA+, не имеет единого стандарта химического состава. Это группа компаундов, в которых к базовому полимеру добавлены модификаторы ударной вязкости, эластомеры или другие присадки для изменения механических характеристик.
- Физические свойства: Плотность остается на уровне 1.24 г/см³. Главное техническое отличие от базового варианта — снижение хрупкости. Материал способен выдерживать большие деформации на изгиб до момента разрыва.
- Температурный режим: Из-за наличия присадок температура экструзии сдвигается вверх и составляет 200–230°C. Температура стеклования остается в пределах 55–65°C.
- Профиль печати: Требует небольшого увеличения температуры сопла по сравнению с базовым пластиком. Показатели ретракта и скорости охлаждения остаются идентичными базовому профилю.
- Применение: Печать функциональных элементов — крепежных кронштейнов, шестерней, защелок, корпусов приборов и шарнирных механизмов.
PLA LW (Lightweight): Материалы пониженной плотности
Категория PLA LW включает филаменты, структура которых модифицирована для снижения массы итоговой детали. Различают два метода достижения этого результата: пассивное и активное вспенивание.
- Пассивное вспенивание: Филамент содержит микропузырьки воздуха еще на этапе производства катушки. Он легче стандартного полимера на 20-30%, подается со стандартными настройками потока, так как не меняет свой объем при прохождении через нагревательный блок.
- Активное вспенивание: Филамент содержит химические агенты. При нагревании в хотэнде эти агенты сублимируются, выделяя газ, который вспенивает расплавленный пластик.
- Механика активного вспенивания: Степень расширения напрямую зависит от температуры сопла. При 200°C материал практически не расширяется. При достижении 240–250°C объем экструдируемого пластика может увеличиться в 2.5 раза.
- Профиль печати: Требует калибровки множителя экструзии (Extrusion Multiplier). При максимальном расширении поток снижается до 40-50% во избежание переэкструзии. Из-за того, что газ продолжает расширять пластик даже при остановке подачи прутка, ретракты теряют эффективность, что вызывает образование множественных нитей. Модели из этого материала проектируются с расчетом на непрерывную печать контура.
PLA Aero: Авиамодельный компаунд
PLA Aero является узкоспециализированной версией активно вспенивающегося филамента. Его химическая формула адаптирована под технические требования сборки радиоуправляемых авиамоделей и планеров.
- Физические свойства: Позволяет снизить вес детали до 50-80% от массы аналогичной детали из базового PLA. В отличие от некоторых других пористых материалов (например, пластиков с добавлением древесной пыли), Aero-модификация сохраняет более высокие показатели ударной вязкости. Это свойство закладывается для поглощения кинетической энергии при жестких посадках аппаратов.
- Температурный контроль: Регулируя температуру хотэнда, можно задавать плотность разных элементов одной модели. Силовые нервюры крыла печатаются при более низкой температуре (для сохранения прочности), а внешняя обшивка — при высокой (для максимального вспенивания и снижения массы).
- Требования к оборудованию: Пористый пруток чувствителен к механическому давлению. Использование систем автоматической смены филамента (AMS) сопровождается риском деформации прутка подающими шестернями. Рекомендуется подавать материал напрямую с внешнего держателя. Экструдеры с прямым приводом (Direct Drive) дозируют вспененный пластик точнее, чем системы Bowden.
- Цветовые решения: При конструировании авиамоделей цвет обшивки выполняет функциональную задачу. Для проектов, требующих интеграции в природный ландшафт, в нашем интернет-магазине 3д-принтеров, филамента и комплектующих Первый Слой представлен PLA Aero темно-зеленый. Если деталь предполагает последующее нанесение грунта, либо конструируется планер для визуального контроля на фоне неба, целесообразно применять PLA Aero белый, так как светлая основа сокращает расход лакокрасочных материалов. Важно учитывать термочувствительность: тонкостенная деталь темного цвета, оставленная под прямыми солнечными лучами, нагреется до температуры стеклования быстрее, чем деталь белого цвета.
Калибровка и постобработка вспененных полимеров
Переход от монолитных пластиков к пористым требует изменения методики настройки слайсера:
- Температурная башня: В отличие от монолитных пластиков, температурная башня для PLA Aero применяется для замера толщины стенки. При изменении температуры от 200°C до 250°C необходимо замерить толщину одного периметра штангенциркулем для определения коэффициента расширения.
- Расчет потока: Получив толщину вспененной стенки, рассчитывается множитель экструзии. Если задана печать стенки 0.4 мм, а при 240°C стенка расширилась до 0.8 мм, текущий поток (Flow) уменьшается в два раза (до значения 0.5 или 50%).
- Постобработка: Пористая текстура скрывает слоистость FDM-печати, образуя равномерную матовую поверхность. Материал поддается шлифовке абразивными материалами. Для склеивания элементов авиамоделей из вспененного полимера применяется цианакрилатный клей в комбинации с химическим активатором для ускоренного схватывания пористых плоскостей.
Сводное сравнение характеристик
Для систематизации технических данных приводим основные отличия полимеров:
- Отношение к массе: Basic и Pro обладают стандартным весом. LW и Aero обеспечивают снижение массы детали до 60% в зависимости от температурного режима.
- Устойчивость к механическому воздействию: Pro демонстрирует наибольшую прочность на излом. Aero спроектирован для поглощения энергии при падении, компенсируя пористость присадками. Basic подвержен растрескиванию при точечных нагрузках.
- Сложность профилирования: Basic и Pro печатаются с базовыми настройками. LW и Aero требуют ручного расчета потока, отключения ретрактов и проектирования модели с учетом алгоритмов непрерывной экструзии.
Определение подходящего типа филамента строится на анализе вектора нагрузок, требуемой массы изделия и температурных условий эксплуатации планируемой детали