Пузыри, непроклей, поднятые углы, складки и ошибки настройки пресса. Разбор с практики.
Брак при облицовке фасадов — вещь неприятная. Потому что это не черновая операция, где ошибку можно быстро исправить. К моменту прессования деталь уже прошла раскрой, фрезеровку, шлифовку, подготовку. В неё уже вложены материал, время оператора и деньги.
А потом после пресса вы видите пузырь, непроклей в углу или складку на плёнке. И всё. Фасад либо в переделку, либо в мусор.
Мы в OneTech сами работали с мебельными и дверными производствами, поэтому хорошо понимаем: чаще всего проблема не в одном факторе. Брак появляется на стыке трёх вещей — подготовки детали, настройки пресса и организации процесса. Давайте разберём спокойно, где именно возникают ошибки и как их убрать
-----
Откуда вообще берётся брак при облицовке фасадов
Если смотреть со стороны, процесс кажется простым: положили фасад на стол, накрыли плёнкой, включили пресс, получили готовую деталь. Но на практике внутри этой операции много тонких моментов.
На качество влияет всё:
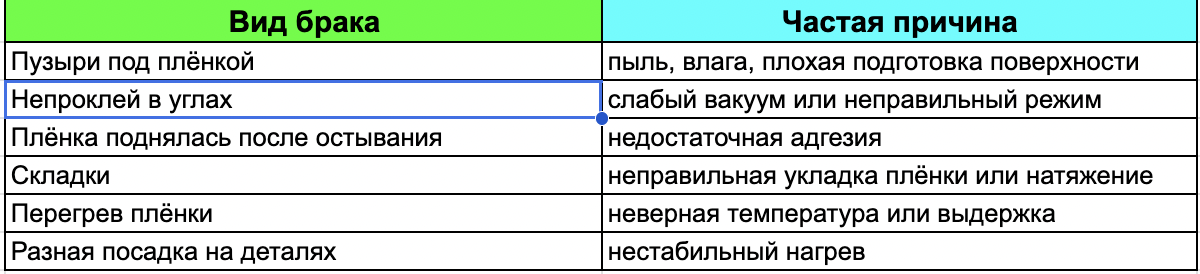
Главное — не пытаться “лечить всё сразу”. Сначала нужно понять, какой именно брак появляется чаще всего. Потому что пузырь, непроклей и складка — это разные причины.
-----
Подготовка фасада: половина качества делается до пресса
Очень часто пресс обвиняют зря. Деталь уже пришла на него с проблемой, а пресс просто эту проблему показал.
Перед облицовкой фасад должен быть:
- сухой;
- чистый;
- без пыли после фрезеровки;
- без ворса на торцах;
- без острых непритупленных кромок;
- с нормальной геометрией.
Особенно внимательно надо смотреть на фрезерованные зоны. Там любит оставаться мелкая пыль. Если её не убрать, плёнка вроде бы прижалась, но нормального контакта с поверхностью нет. Потом появляется пузырь или участок, где плёнка держится хуже.
Простое правило: если фасад после фрезеровки просто “смахнули рукой”, это не подготовка. Нужна нормальная продувка, очистка и контроль поверхности.
Мини-кейс.
Производство кухонных фасадов жаловалось на пузыри после прессования. Сначала думали, что проблема в плёнке. Проверили режимы — всё в пределах нормы. Потом посмотрели подготовку: после фрезеровки фасады стояли рядом со станком, на них садилась мелкая пыль. После ввели обязательную продувку и протирку перед укладкой на стол. Брак по пузырям снизился примерно с 7% до 1,5% за две недели.
-----
Влага в МДФ: тихая причина пузырей
МДФ может выглядеть нормальным, но если материал набрал влагу, при нагреве это обязательно проявится. Влага начинает выходить паром, и под плёнкой появляются пузыри.
Особенно это заметно:
- зимой после холодного склада;
- при хранении рядом с воротами;
- если плиты лежали в сыром помещении;
- при резком переносе материала из холода в тёплый цех.
Что делать на практике:
- не отправлять холодный материал сразу в работу;
- давать плитам отлежаться в цеху;
- хранить заготовки в сухом помещении;
- контролировать влажность и температуру.
Здесь нет сложной магии. Просто материал должен быть нормальным до того, как он попал под плёнку.
-----
Вакуум: если его не хватает, углы не прижмутся
При облицовке фасадов вакуум отвечает за то, чтобы плёнка повторила форму детали. На ровной поверхности слабый вакуум ещё может “простить” ошибку. А вот на рельефных фасадах, филёнках и 3D-деталях сразу видно, хватает его или нет.
Если вакуум нестабильный, появляются:
- непроклей в углах;
- слабое прилегание в глубоких фрезеровках;
- отрыв плёнки после остывания;
- разное качество от цикла к циклу.
У производственного пресса важно смотреть не только на насос, но и на всю вакуумную систему: герметичность, ресивер, состояние уплотнений, чистоту каналов. Например, у мембранно-вакуумного пресса OneTech вакуум доходит до -95 кПа, есть ресивер 350 литров и насос 100 м³. Это важно именно для стабильности, а не для красивой цифры в характеристиках.
Мини-кейс.
На производстве фасадов с глубоким рисунком плёнка периодически не дотягивалась в углах. Оператор добавлял время выдержки, но это не решало проблему. После проверки нашли подсос по уплотнению рамки. Заменили уплотнение, проверили вакуум — непроклей ушёл. Время цикла при этом не увеличивали
-----
Температура: перегрев так же плох, как недогрев
Многие думают: если плёнка плохо тянется, надо добавить температуру. Иногда это помогает. Но часто приводит к другой проблеме.
При перегреве:
- плёнка теряет стабильность;
- появляются глянцевые пятна;
- материал может “поплыть”;
- клей работает не так, как должен.
При недогреве:
- плёнка плохо тянется;
- не повторяет рельеф;
- хуже приклеивается в углах.
Поэтому правильная задача — не “греть сильнее”, а держать стабильный режим. Особенно на повторяемых фасадах.
Здесь есть важный технический момент. В некоторых прессах нагрев идёт лампами, и им нужно время, чтобы выйти на режим. В прессе OneTech используются ТЭНы: они начинают отдавать тепло с первых секунд заданной температуры. На производстве это удобно, потому что цикл становится более предсказуемым.
-----
Плёнка: не всякая плёнка ведёт себя одинаково
Даже хороший пресс не спасёт, если плёнка не подходит под задачу.
Разная плёнка по-разному:
- тянется;
- реагирует на нагрев;
- держит форму;
- работает на глубоких фрезеровках;
- ведёт себя после остывания.
Для простых ровных фасадов требования одни. Для рельефных и 3D-фасадов — совсем другие. Если взять материал, который плохо тянется, и пытаться закрыть им глубокий рисунок, пресс будет “виноват” только на словах. На деле плёнка просто не под эту задачу.
Перед серией лучше делать тест на 1–2 деталях. Не на обрезке, а именно на реальном фасаде с вашим рисунком и глубиной фрезеровки
-----
Укладка деталей на стол: здесь тоже можно испортить партию
Большой стол — это хорошо. Он позволяет положить больше фасадов за цикл. Но если детали разложены неправильно, качество будет разным.
Что важно:
- оставлять нормальное расстояние между фасадами;
- не перегружать стол;
- учитывать направление вытяжки плёнки;
- не ставить детали слишком близко к краю;
- раскладывать одинаковые по высоте детали в одну загрузку.
Если рядом лежат фасады с сильно разной высотой или формой, плёнка может тянуться неравномерно. На одной детали всё будет нормально, на другой — складка или слабая посадка.
Мини-кейс.
Дверное производство делало накладки разной высоты в одном цикле. На части деталей появлялись складки. Проблему искали в температуре, но причина была в раскладке: плёнка тянулась неравномерно из-за перепада высот. Разделили загрузки по типам деталей — складки ушли без изменения режима.
-----
Охлаждение: почему нельзя торопиться после пресса
После прессования деталь ещё не закончила “жить”. Плёнка горячая, клей работает, форма стабилизируется. Если слишком рано снять или начать перемещать фасад, можно получить отрыв, деформацию или слабую адгезию.
Но ждать слишком долго — тоже плохо. Цикл растягивается, производительность падает.
Поэтому охлаждение должно быть управляемым. На прессе OneTech можно поставить вентиляторы охлаждения заготовок с автоматическим режимом. Они помогают быстрее стабилизировать деталь после прессования и сократить паузу между загрузками.
Это особенно полезно на потоке, когда пресс не должен простаивать из-за того, что оператор ждёт остывания предыдущей партии
-----
Автоматическая резка плёнки снижает ошибки оператора
Ручная резка плёнки кажется мелочью. Но на смене эта мелочь повторяется десятки раз.
Что может пойти не так:
- оператор отрезал с запасом;
- плёнка легла неровно;
- край попал неудачно;
- при укладке появились складки;
- вырос расход материала.
Автоматическая резка плёнки убирает часть этих ошибок. Она не делает пресс “волшебным”, но снижает влияние человеческого фактора и ускоряет подготовку к циклу.
На мебельных производствах это даёт скорость. На дверных — ещё и экономию материала, потому что там размер заготовки и расход плёнки особенно чувствительны.
-----
Размер стола: как он влияет на себестоимость
Размер рабочего стола нужно выбирать не “чем больше, тем лучше”, а под вашу продукцию.
Для фасадного производства большой стол удобен:
- можно положить больше деталей;
- цикл используется эффективнее;
- выше выпуск за смену.
Для дверного производства часто выгоднее стол под размер полотна. Почему? Потому что меньше лишнего расхода плёнки. А на больших объёмах эта экономия становится заметной.
В OneTech размер рабочего стола можно менять при заказе. Возможна и комплектация с одним столом. Это как раз тот случай, когда станок подбирается под производственный процесс, а не наоборот
-----
Чек-лист перед запуском смены
Перед прессованием лучше потратить 5 минут, чем потом списывать фасады.
Проверьте:
- фасады сухие и чистые;
- после фрезеровки нет пыли;
- плёнка подходит под глубину рельефа;
- уплотнение рамки без повреждений;
- вакуум держится стабильно;
- температура соответствует материалу;
- детали разложены с нормальными зазорами;
- стол не перегружен;
- охлаждение работает;
- оператор понимает режим для этой партии.
Этот чек-лист простой. Но если его реально соблюдать, количество случайного брака заметно падает.
-----
Как мы подходим к настройке пресса в OneTech
Мы не считаем, что пресс можно просто привезти, поставить и сказать: “работайте”. Формально — можно. Но нормально производство так не запускается.
Сначала нужно понять:
- какие фасады вы делаете;
- какая глубина фрезеровки;
- какие плёнки используете;
- какой объём в смену;
- где сейчас чаще всего появляется брак;
- нужно ли менять размер стола;
- как удобнее открывать прижимную рамку;
- нужна ли автоматическая резка плёнки и охлаждение.
Потому что мембранно-вакуумный пресс — это не отдельная железка. Это часть производственного потока. И если его правильно встроить, он снижает брак, ускоряет цикл и делает результат повторяемым.
-----
Итог: брак снижается не одной настройкой, а системой
Если коротко, как снизить брак при облицовке фасадов?
Не искать одну “волшебную” причину. Обычно работает связка:
- чистая и сухая деталь;
- подходящая плёнка;
- стабильный вакуум;
- правильный нагрев;
- нормальная раскладка;
- управляемое охлаждение;
- понятная работа оператора.
Когда всё это собрано вместе, фасады начинают выходить одинаковыми. Не “как повезёт”, а стабильно.
И вот это как раз главный признак нормального производства: не один хороший фасад из партии, а одинаковое качество каждый цикл.
-----
OneTech — Первые Технологии
Наш сайт: https://onetech-stanki.ru/?utm_source=dzen24
Телефон: 8(904) 732-16-16 / 8(800) 444-34-10
Почта: info@onetech-stanki.ru