
Продолжаем погружение в мир фигурного профиля. Сегодня мы расскажем о ключевом инструменте, который потребуется для создания простых и сложных кромок на каменных изделиях – профильных алмазных фрезах.
Виды профильных фрез
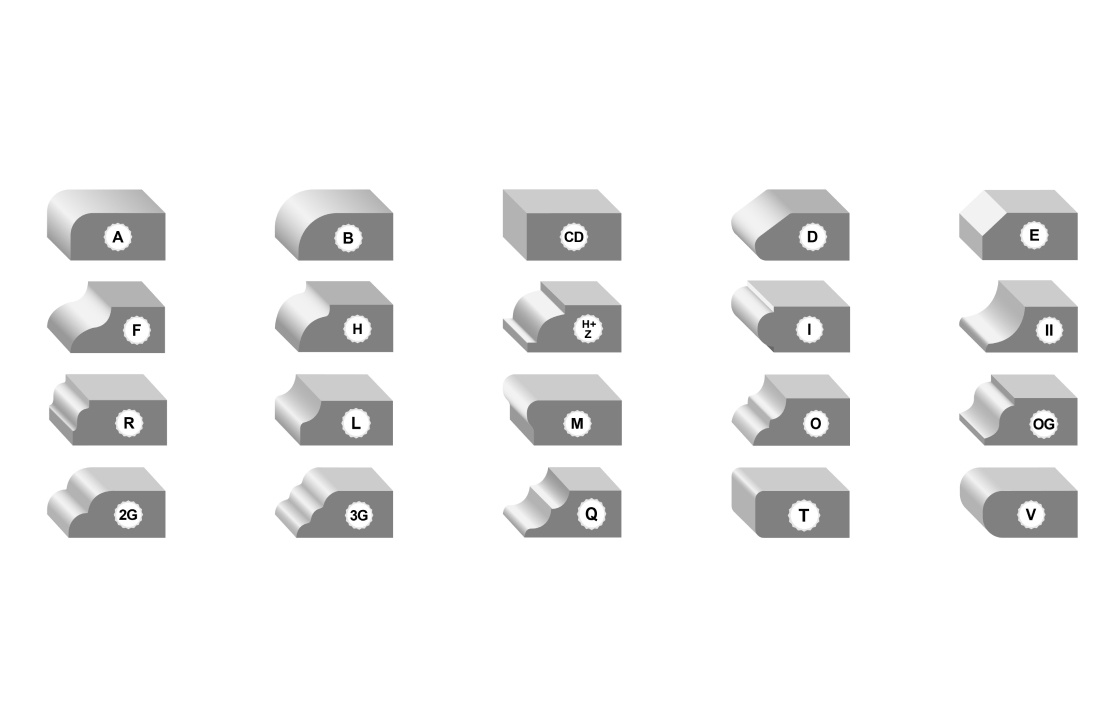
Профильные (фасонные) алмазные фрезы – это расходный инструмент для формирования (резки) и последующих шлифовки и полировки фигурной кромки на изделиях из природного и искусственного камня: мрамора, гранита, кварцита и любых других. Существует множество стандартных форм профилей и специально созданных для них фрез, позволяющих в точности воспроизвести любые формы на камне. При наличии нестандартного запроса, каждый желающий может заказать уникальные фрезы с любыми параметрами для своего проекта – для этого нужно только подготовить чертёж или эскиз и обратиться к нашим менеджерам. Фрезы устанавливаются на портативные (ручные) и стационарные кромкошлифовальные машины или углошлифовальные машины – в зависимости от того, какие станки есть в наличии. Под каждый вид оборудования необходимо есть отработанные варианты креплений.
В основном фрезы делятся на три типа по методу производства и назначению:
• Фрезы с алмазными сегментами – для грубой первичной обработки гранита и других твёрдых пород: базальта, габбро-диабаза, кварцита, песчаника и т.д.
• Технология вакуумного напекания и гальванического напыления – такие фрезы используются для шлифовки твёрдых пород и для полного цикла обработки мягких камней: мрамора, оникса, известняка, доломита, травертина, туфа и т.д.
• Фрезы с алмазным зерном в полимерной связке – для тонкой шлифовки всех сортов камня.
Также существуют различия в конструкции фрез:
• Фрезы ограничительным кольцом (роликом) – такие фрезы позволяют работать без шаблона и подходят для ручных машин, так как специальный ролик в узкой части фрезы при работе упирается в кромку плиты, не давая инструменту заглубляться в массив камня.
• Фрезы без ограничителя – применяются, в основном, для станков с ЧПУ и в станках с фиксированными направляющими. В этом случае нет необходимости ограничивать продвижение фрезы изнутри.
• Фрезы с двумя ограничителями – роликом снизу и крышкой сверху используются на обычных ручных УШМ с регулировкой оборотов. Чаще всего они сделаны для работы без водяного охлаждения. Из-за того, что данная крышка часто изготавливалась из нержавеющей стали (INOX), эти фрезы получили в народе название «иноксы». Это самый дешёвый, но не самый качественный путь создания фигурных профилей на камне – нужны только крепкие руки и «болгарка».
В связи с рыночной ситуацией и возможностям алмазного инструмента, сейчас технология обработки кромки в основном пришла к такой последовательности:
По граниту:
1) Грубо формирующая фреза (часто называется №00 или №0G) – алмазное зерно самой крупной фракции) – срезает углы и формирует черновую форму профиля.
2) Чисто формирующая фреза (№0) – придаёт окончательную форму профилю.
3) Шлифующая фреза (№1) – убирает крупные царапины.
4) Среднее и тонкое шлифование – №2 и №3 фрезы с более мелким зерном для подготовки поверхности под полировку.
Мрамор чуть «мягче», чем гранит и более прост в обработке, поэтому мастера обходятся чаще всего двумя «переходами» на металлической связке – №№ 1 и 2. Далее уже собственно полировка производится вручную плоским инструментом.
Самые продвинутые производители предлагают использовать полную линейку, включающую полирующие фрезы (№№ 4,5 и 6). Эта технология значительно ускоряет и упрощает процесс, но обходится дороже.
На рынке профильных фрез для камня особенно выделяется продукция итальянской компании OMA SYSTEM – многолетнего лидера и новатора в данной сфере. Их линейки могут содержать до 7 номеров, где последние три перехода – это фрезы на резиновой основе, позволяющие добиться идеальной полировки. Интересны также фрезы №1G со сменными алмазными сегментами. После того как фреза отработает свой ресурс, компания предоставляет возможность приобрести ремонтный комплект и восстановить ее работоспособность. При смене сегментов вместо покупки целой формирующей фрезы №1G можно сэкономить 25-30%.
Как эффективно работать профильными фрезами?
Если вы собираетесь работать фрезами от компании OMA SYSTEM – предлагаем ознакомиться с подробной инструкцией по их применению
Для прочих случаев мы собрали универсальную памятку по использованию профильных фрез:
• Подготовка торца камня
В первую очередь необходимо срезать острую кромку, а лучше всего постараться сразу придать торцу максимально точные очертания будущего профиля. Работа по прямому неподготовленному углу камня быстро портит профильную фрезу – агрессивно и непропорционально стачивает алмазный слой и нарушает форму инструмента уже через 10–20 погонных метров. Обработать торец можно при помощи торцевых алмазных кругов (ФАТ) с полимерной заливкой (Турбошейпер), абразивных бакелитовых чашек («шарошек») или специальной фрезы №0G от OMA SYSTEM.
• Формирование профиля
Необходимо использовать все доступные переходы по порядку, не пропуская и не меняя их местами. При правильном использовании каждая фреза выполняет свою работу, постепенно удаляя лишний материал и приводя форму профиля к желаемой, соответствующей чертежу. Попытка сделать всю работу одной фрезой ведёт к тому что приходится многократно водить фрезой по торцу камня, быстро стачивая фрезу и не все равно не получая желаемого результата. Формирующая фреза (№1) должна выполнить всю черновую работу за один проход. Не следует проходить её многократно – так вы только сточите инструмент, а профиль почти не улучшится. Работайте с равномерной скоростью и лёгким равномерным давлением на инструмент. Остановка на каком-либо участке камня фрезы без ограничительного ролика может привести к появлению запила.
• Водяное охлаждение
Фреза должна обильно омываться водой – это необходимо для охлаждения алмазного слоя и удаления шлама. В идеале вода должна сначала поступать внутрь фрезы и затем выходить через отверстия на поверхность в зоне контакта фрезы с камнем. Если внутреннего охлаждения не предусмотрено – желательно иметь как минимум 2 точки подачи воды снаружи фрезы (вообще чем больше тем лучше). Если из-под фрезы идет дым и сыпятся искры – значит воды поступает меньше чем нужно.
• Уход за копирующим роликом
Копирующий ролик прослужит столько же, сколько и сама фреза, если о нём заботиться. После окончания работы необходимо просушить ролик и влить в него пару капель жидкости WD40 или подобной. В противном случае подшипник заржавеет и быстро разрушится.
Итог: в ассортименте Компании АЛМИР доступны фрезы для формирования около 30-ти стандартных форм профилей высотой 20, 30 и 40 см, в различных ценовых сегментах. Также возможно изготовление фрез любых других размеров и форм на заказ. Чтобы подобрать идеальный инструмент для вашего проекта – обращайтесь за консультацией к нашим менеджерам. Желаем вам успехов в работе!