Привет, друзья! Сегодня разберём всё о сварке алюминия — от выбора метода до контроля качества. Даже если вы новичок, к концу статьи сможете уверенно ориентироваться в теме! 🛠️
1. Почему сварка алюминия — это непросто?
Алюминий — материал замечательный: лёгкий, прочный, не ржавеет. Но именно его «суперспособности» создают сложности при сварке:
- Оксидная плёнка. На алюминии всегда есть тонкая плёнка оксида, которая плавится при 2050 °C, а сам металл — при 660 °C.
- Высокая теплопроводность. Алюминий быстро «раскидывает» тепло, из‑за чего сложно контролировать сварочную ванну.
- Жидкотекучесть. Расплавленный алюминий сложно управлять.
- Усадка. После охлаждения шов может деформироваться.
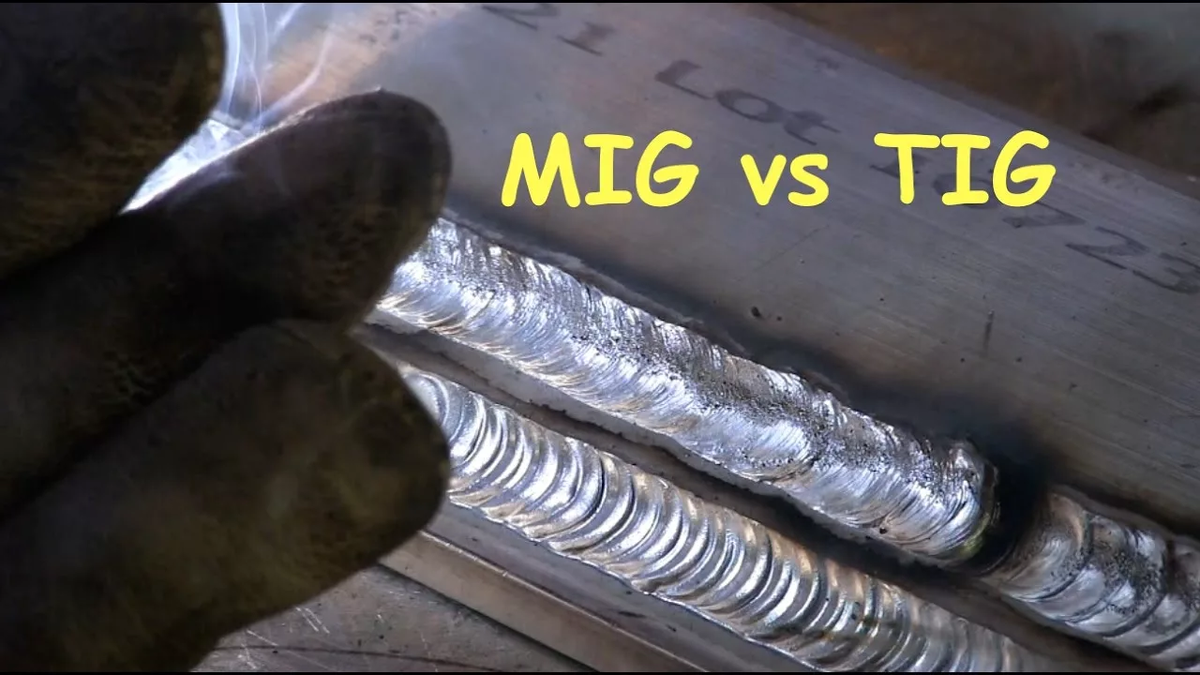
2. Методы дуговой сварки алюминия
Основные способы:
- TIG‑сварка (вольфрамовым электродом в среде аргона):
используется неплавящийся вольфрамовый электрод (марки: ЭВЧ, ЭВЛ, ЗВТ);
сварка ведётся в среде инертного газа (аргон, гелий или их смесь) — защищает шов от окисления;
позволяет получать очень качественные швы, подходит для тонких деталей (0,5–6 мм);
требует навыка работы с горелкой и подачи присадочной проволоки вручную. - MIG/MAG‑сварка (полуавтоматическая):
используется алюминиевая сварочная проволока (присадки 4043, 5356 и др.);
сварка ведётся на обратной полярности;
автоматизация подачи проволоки упрощает процесс, но требует настройки оборудования;
хорошо подходит для средних и толстых деталей (2–20 мм). - MMA‑сварка (ручная дуговая сварка покрытыми электродами):
используются специальные электроды для алюминия (ОК, ОЗАНА, ОЗА, УАНА и др.);
можно варить без аргонной среды (но качество шва будет ниже);
подходит для ремонта алюминиевых деталей в домашних условиях;
требует инвертора постоянного тока (~120 А).
3. Какие бывают алюминиевые сплавы?
- Сплавы серии 1000 (чистый алюминий). Легко свариваются, идеальны для старта.
- Сплавы серии 3000 (с марганцем). Хорошо поддаются сварке.
- Алюминиево‑магниевые (АМг). Пластичные, свариваются без особых проблем (чем больше магния, тем хуже с коррозией).
- Алюминиево‑кремниевые (силумины). Свариваются с трудом, только с тщательной подготовкой.
- Дюралюминий (медь + магний + марганец). Сварка требует особых условий.
- Авиаль (магниево‑кремниевые). Свариваются только с «правильной» присадкой.
- Алюминий‑цинк‑магний. Прочные, но швы могут быть подвержены коррозии.
4. Как узнать, какой у вас сплав?
Способы определения:
- посмотреть маркировку (например, АМГ2, Д18);
- оценить внешний вид (дюралюминий — светлый, силумин — чуть сероватый);
- проверить на пластичность (дюралюминий и авиаль гнутся лучше силумина);
- использовать химический тест (с раствором едкого натра);
- взвесить и сравнить плотность.
5. Выбор присадочной проволоки
Присадка — «клей» для шва. Выбираем по сплаву:
- Сплавы серии 1000 (чистый алюминий):
рекомендуемые присадки: 1100, 4043;
особенности: легко свариваются, не требуют сложных подготовительных работ. - Сплавы серии 3000 (с марганцем):
рекомендуемые присадки: 4043, 5356;
особенности: хорошо свариваются, подходят для большинства стандартных сварочных работ. - Алюминиево‑магниевые (АМг):
рекомендуемые присадки: 5183, 5356;
особенности: пластичны, хорошо свариваются; чем больше магния, тем ниже коррозионная устойчивость. - Алюминиево‑кремниевые (силумины):
рекомендуемые присадки: 4043, 4047;
особенности: ограниченно свариваемы, требуют тщательной подготовки поверхности. - Алюминий‑цинк‑магний:
рекомендуемые присадки: 5183, 5356;
особенности: высокая прочность, но низкая коррозионная стойкость в сварных соединениях — требуется защита шва. - Авиаль (магниево‑кремниевые):
присадочные материалы: подбираем строго по составу сплава;
особенности: свариваются только с присадочным материалом, нужен контроль режимов сварки. - Дюралюминий (медь + магний + марганец):
специальные присадки: например, ОК 96.50;
особенности: низкая коррозионная стойкость, требуют защитных покрытий; сварка возможна только в специальных условиях.
6. Подготовка поверхности
Критически важный этап:
- Механическая зачистка: щёткой из нержавеющей стали или абразивным кругом. Удаляем оксидную плёнку и загрязнения.
- Обезжиривание: ацетоном, уайт‑спиритом или специальным растворителем.
- Химическая очистка (по желанию): обработка щелочным раствором для полного удаления оксидов.
- Сушка: даём деталям высохнуть перед сваркой.
- Скорость: начинаем сварку сразу после подготовки — оксидная плёнка быстро восстанавливается!
7. Параметры сварки
TIG‑сварка:
- Ток: переменный (AC) — разрушает оксидную плёнку;
- Диаметр электрода: 1,6–3,2 мм;
- Расход аргона: 6–12 л/мин;
- Сила тока: 15–20 А на 1 мм толщины металла.
MIG‑сварка:
- Ток: постоянный (DC), обратная полярность;
- Диаметр проволоки: 0,8–1,2 мм;
- Скорость подачи: 3–6 м/мин;
- Расход аргона: 15–20 л/мин.
MMA‑сварка:
- Ток: постоянный, обратная полярность;
- Диаметр электрода: 2–4 мм;
- Сила тока: 50–120 А (зависит от толщины металла).
8. Типичные дефекты и их предотвращение
- Поры в шве:
причина: недостаточная защита газом, загрязнения;
способ предотвращения: увеличить расход газа, тщательно очистить поверхность. - Горячие трещины:
причина: высокие сварочные напряжения;
способ предотвращения: использовать присадку с кремнием (4043), предварительный подогрев. - Несплавление:
причина: низкая сила тока, высокая скорость сварки;
способ предотвращения: увеличить ток, снизить скорость подачи проволоки. - Подрезы:
причина: слишком высокая сила тока;
способ предотвращения: снизить ток, изменить угол наклона горелки. - Деформация:
причина: перегрев, отсутствие теплоотвода;
способ предотвращения: использовать теплоотводящие подкладки, многослойную сварку.
9. Рекомендации по оборудованию
Для TIG‑сварки:
- инвертор с поддержкой переменного тока (AC/DC);
- горелка с водяным охлаждением для толстых деталей;
- баллон с аргоном и редуктор.
Для MIG‑сварки:
- полуавтомат с тефлоновым каналом в рукаве;
- ролики с U‑образной канавкой для алюминиевой проволоки;
- механизм подачи с 4 роликами.
Для MMA‑сварки:
- инвертор постоянного тока;
- электроды для алюминия (прокалённые перед использованием).
10. Контроль качества шва
- Визуальный осмотр: проверяем на отсутствие трещин, пор, подрезов.
- Капиллярная дефектоскопия: выявляем микротрещины с помощью специальных составов.
- Ультразвуковой контроль: для ответственных конструкций.
- Механические испытания: проверка прочности на разрыв.
11. Практические советы
- Тренируйтесь на образцах перед работой с «боевыми» деталями.
- Используйте теплоотводящие подкладки при сварке тонких листов.
- Для толстых деталей (>6 мм) делайте предварительный подогрев до 100–300 °C.
- Храните присадочную проволоку в сухом месте — алюминий гигроскопичен.
- Работайте в хорошо проветриваемом помещении — выделяются вредные газы.
Итоги: запоминаем ключевые моменты
✅ алюминий сложно варить из‑за оксидной плёнки и высокой теплопроводности;
✅ выбираем метод сварки под задачу: TIG — для точности, MIG — для скорости, MMA — для ремонта;
✅ подготовка поверхности — 50 % успеха;
✅ защита инертным газом — обязательно для TIG и MIG;
✅ правильный выбор присадки — критично для прочности шва;
✅ контроль качества — завершающий этап любой сварки;
✅ практика и ещё раз практика — ключ к мастерству.
Надеюсь, этот гайд помог разобраться в теме. Если остались вопросы — пишите в комментариях, с радостью отвечу! 😊
Подписывайтесь на канал, чтобы не пропустить новые полезные статьи. До новых встреч! 🔧