
Качество поверхности – это не эстетика. Здесь речь о физике, механике и ресурсе изделия в одном показателе. Когда две металлические детали работают в паре – вал в подшипнике, поршень в цилиндре, шейка в опоре – характер обработки напрямую определяет, как долго данный узел прослужит без износа и потери точности. Грубые риски (следы обработки) и микровпадины, едва различимые глазом, становятся концентраторами напряжений, очагами коррозии и источниками повышенного трения. Чем выше шероховатость, тем быстрее компоненты изнашиваются.
Точность размера и качество обработки нельзя рассматривать как разные задачи. Деталь, выполненная с отклонением в несколько микрон по диаметру, но с грубой поверхностью, будет вести себя в работе хуже, чем деталь с допуском чуть шире, но доведённая до зеркальности. Микрорельеф определяет фактическую площадь взаимодействия, а значит – реальное давление в зоне трения, теплообмен и распределение смазочного материала.
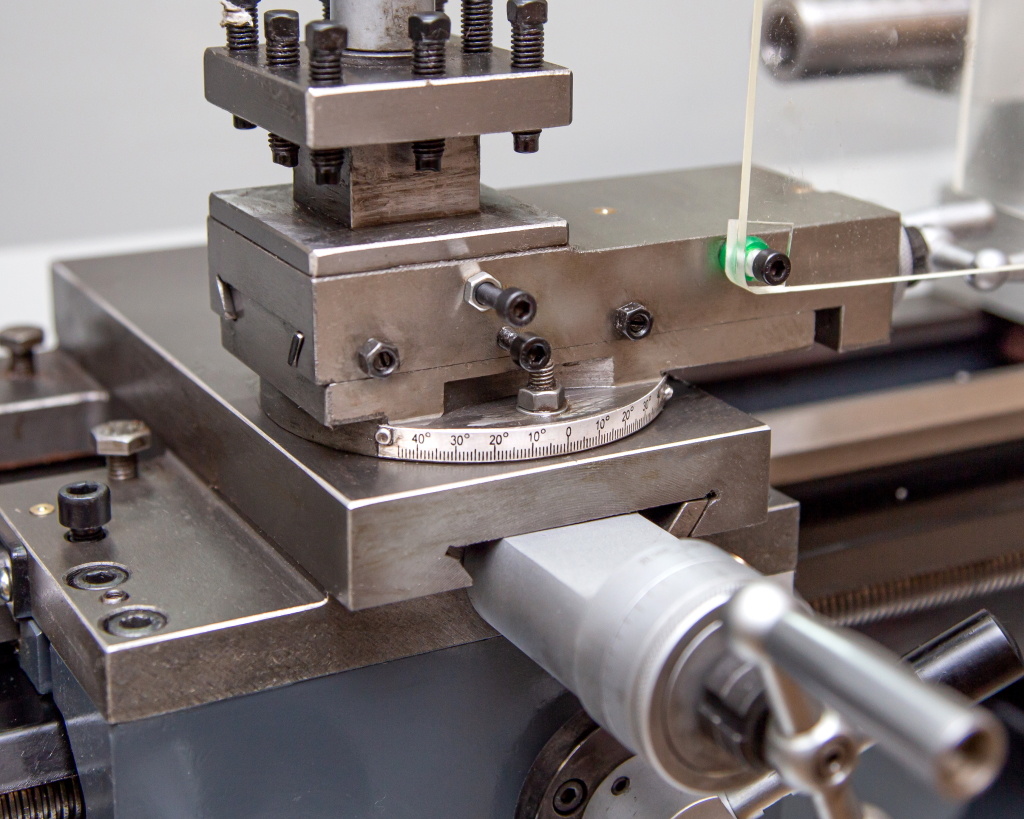
Отдельной темой является обработка на настольном токарном станке. Компактное оборудование давно перестало быть инструментом только для учебных мастерских или гаражей. Настольные токарные станки применяются в мелкосерийном производстве, ремонтных мастерских, в изготовлении точных деталей для приборостроения и авиамоделирования. Логичный вопрос: можно ли на компактной машине получить поверхность высокого класса чистоты – той самой, близкой к зеркальной?
Ответ однозначный – можно. Малогабаритный станок накладывает свои ограничения: жёсткость шпинделя, точность направляющих, мощность привода. Но они обходятся грамотным выбором режимов резания, правильным инструментом и пониманием того, что происходит в зоне резания. Компактное оборудование способно на такое качество – при технологической дисциплине.
Жёсткость и настройка системы
Зеркальная поверхность начинается не с резца и не с режимов резания. Она начинается с того, насколько жёстко и точно настроена вся система: станок, суппорт, шпиндель, заготовка. На настольном токарном станке этот фактор выходит на первый план – компактная конструкция изначально менее жёсткая, чем промышленный аналог, и любой незакреплённый люфт на финишном проходе немедленно отпечатается на детали.
Устранение люфтов в суппорте
Суппорт – подвижный узел, который несёт резец и перемещается вдоль и поперёк оси вращения. Его направляющие со временем изнашиваются, между прижимными планками и станиной появляется зазор. Он становится источником микровибраций, которые при чистовом точении создают характерную «дрожащую» поверхность с периодическими рисками.
Проверить суппорт просто: попробуйте покачать его рукой поперёк направления движения без включения станка. Ощутимый люфт – сигнал к регулировке. Прижимные планки или клинья подтягиваются до состояния, при котором суппорт движется без качания, но без излишнего усилия: он должен скользить равномерно, без прихватов и рывков. Перетянутые планки приводят к неравномерной подаче, что так же вредно для чистоты поверхности, как и свободный ход.
Радиальное биение шпинделя
Шпиндель вращает заготовку. Если его подшипники изношены или неправильно отрегулированы, ось вращения отклоняется – возникает радиальное биение. На черновых проходах это почти незаметно. На финишном такое недопустимо: резец снимает металл неравномерно, и получить стабильную шероховатость невозможно в принципе.
Биение проверяется индикатором часового типа, установленным на станине. Щуп прикладывается к шейке шпинделя или к эталонной оправке, зажатой в патроне. Допустимое радиальное биение для чистовой обработки должно быть минимальным, в идеале неощутимым на шкале индикатора. Если биение есть, подшипники регулируются преднатягом согласно конструкции конкретного станка. Работать на изношенных подшипниках и рассчитывать на зеркало абсолютно бессмысленно.
Вылет заготовки и соотношение длины к диаметру
Длинная тонкая заготовка, зажатая только в патроне, ведёт себя как пружина. Резец давит на неё в радиальном направлении, деталь отгибается, глубина резания меняется. Поверхность выходит конусной и волнистой. Чем длиннее вылет относительно диаметра, тем сильнее эффект.
Практическое правило: вылет заготовки без поддержки задним центром не должен превышать трёх-четырёх диаметров. Если деталь длиннее, то обязательно поджать вращающимся центром или использовать люнет. При чистовом точении усилие резания меньше, чем при черновом, но даже небольшой отгиб на финишном проходе сведёт на нет всю предыдущую работу.
Установка инструмента и геометрия пластин
Высота резца
Установка режущей кромки токарного резца строго по оси вращения заготовки – важнейшее условие для получения качественной поверхности, которым новички часто пренебрегают. Для чистовой обработки допустимое отклонение по высоте составляет не более 0,1 мм, и это строгая необходимость. Если вершина резца оказывается выше оси, фактические углы резания искажаются: инструмент перестаёт нормально работать и начинает просто давить на металл, скоблить его, отжимая деталь и создавая наклёп. Установка ниже центра приводит к ещё более неприятным последствиям. В этом случае усилие резания резко возрастает, резец стремится «поднырнуть» под заготовку, а на тонких деталях моментально возникают сильные вибрации, огранка или волнистость. При обработке малых диаметров заниженный резец может и вовсе затянуть под деталь, что неизбежно приведёт к браку.
Чтобы избежать таких проблем, высоту резца нужно тщательно контролировать. Самый базовый способ проверки – приложить кромку резца к острию центра задней бабки. Также отлично работает контрольная проточка торца: если после прохода в самом центре заготовки остался крошечный металлический «пенёк», значит, инструмент стоит не по оси. На станках с классической резцедержкой высота корректируется с помощью металлических щупов-подкладок, которые нужно подбирать аккуратно, чтобы резец опирался на них всей плоскостью без малейшей шаткости. При этом нельзя забывать про вылет резца из резцедержателя: его нужно сократить до минимума. Каждый лишний миллиметр работает как рычаг, умножающий вибрацию, поэтому инструмент должен выступать ровно настолько, насколько этого требует геометрия обрабатываемой детали, и ни миллиметром больше.
Радиус при вершине
Для сменных пластин выбор радиуса при вершине на настольном станке работает по-другому, чем в промышленности. Стандартная логика – больший радиус создаёт более гладкую поверхность будет справедлива только при достаточной жёсткости системы. На лёгком станке пластина с радиусом 0,8 мм создаёт значительную радиальную составляющую силы резания. Суппорт начинает микроперемещаться, заготовка отгибается, и вместо зеркала получается характерная волнистая поверхность.
Радиус 0,2 или 0,4 мм ведёт себя принципиально иначе. Контактная зона меньше, усилие резания ниже, вибрации не возникают. При правильно подобранной подаче – малой, в диапазоне 0,03–0,08 мм/об такая пластина оставляет поверхность, которую не отличить от полированной без увеличения.
Пластины по алюминию на стали: неочевидное решение
Пластины типа CCGT и DCGT изначально разработаны для цветных металлов. Полированная передняя поверхность, острая кромка без упрочняющей фаски, большой положительный передний угол – всё это обеспечивает минимальное усилие резания и исключительно чистый срез. На мягкой конструкционной стали или низкоуглеродистых сплавах они работают неожиданно хорошо именно в чистовом режиме, помните, что подходят исключительно для финишных проходов, иначе острая кромка моментально сколется от нагрузки. Стружка сходит легко, кромка не мнёт металл перед собой.
Доводка HSS: важнейший шаг
Резец из быстрорежущей стали после заточки на круге требует обязательной доводки. Под даже простым увеличительным стеклом видно, что кромка после шлифовального круга — это череда микросколов и зазубрин. Каждая такая неровность оставляет царапину на детали.
Алмазный надфиль или мелкозернистый оселок с несколькими лёгкими движениями вдоль кромки убирают эти дефекты полностью. Давление здесь минимальное: задача не снять металл, а выровнять поверхность на уровне микрорельефа. После доводки кромка должна отражать свет равномерно. Именно такой инструмент способен оставить на стальной детали тот блеск, который принято называть зеркальным.
Режимы резания при чистовом точении: математика финишного прохода
Чистовое точение – не продолжение черновой работы с меньшей глубиной. Здесь другой режим, где изменяется физика процесса. Первое, что делает опытный токарь перед финишным проходом: переводит селектор коробки скоростей на высокую ступень.
Ведь при низких оборотах режущая кромка резца не успевает «убежать» от контактной зоны достаточно быстро. Металл налипает на переднюю грань инструмента, образуя нарост (микроскопический, но разрушительный). Этот нарост работает как второй, неуправляемый резец с хаотичной геометрией. Он царапает поверхность, оставляя характерную матовую шероховатость, от которой никакая последующая доводка не спасёт полностью.
Высокая скорость резания справляется с этой проблемой. Точка реза прогревается интенсивнее, металл становится пластичнее именно там, где нужно, стружка сходит непрерывной лентой, а не отрывается кусками. Поверхность детали при этом формируется буквально за тысячные доли секунды на каждом участке – нарост просто не успевает образоваться.
Однако следует помнить, что диаметр заготовки и число оборотов шпинделя связаны напрямую: чем больше диаметр, тем выше линейная скорость резания при тех же оборотах. Крупная заготовка на высокой ступени коробки – перегрев резца, быстрый износ режущей кромки и потеря геометрии прямо в процессе финишного прохода. Небольшая деталь на низких оборотах – недостаточная скорость резания, нарост, шероховатость и отсутствие блеска.
Нужно подобрать передачу так, чтобы линейная скорость на поверхности заготовки оставалась в рабочем диапазоне для конкретного материала. Для стали средней твёрдости при чистовой обработке быстрорежущим резцом это одни значения, для твёрдосплавного инструмента – совершенно другие, существенно выше. Ориентируйтесь на цвет стружки: соломенно-жёлтый – норма, синий – перегрев, серебристо-белый при обработке стали – скорость занижена.
Автоподача: непрерывность и точность перемещения резца
Самое болезненное место для начинающих мастеров. Желание контролировать суппорт вручную понятно. Но при чистовом точении оно приводит к гарантированно плохому результату.
Человеческая рука не способна на идеальную равномерность. Даже у токаря с многолетним стажем в движении всегда присутствуют микропаузы, незначительные ускорения, едва заметные рывки. На черновом проходе это не имеет значения. На финишном – каждое такое отклонение оставляет след на поверхности в виде поперечной риски или локального изменения шероховатости. Под углом освещения они становятся отчётливо видны. Глянца не получится.
Механическая автоподача здесь единственный правильный инструмент для финишного прохода. Её главное свойство – абсолютная кинематическая повторяемость: суппорт перемещается с постоянной скоростью независимо от усталости оператора, вибраций пола или случайных касаний станка. Настройка сводится к одному принципу: включить самую низкую из доступных скоростей продольной подачи.
Почему именно минимальную? Потому что подача напрямую формирует микрорельеф поверхности. Каждый оборот шпинделя резец смещается вперёд на величину подачи – и оставляет на металле тончайшую канавку. Фактически, это микрорезьба с шагом, равным величине подачи. Чем меньше шаг этой «резьбы», тем ниже шероховатость, тем ярче блеск. При минимальной автоподаче эти микронеровности сливаются в поверхность, которую глаз воспринимает как зеркальную.