Кислород как вспомогательный газ в оптоволоконных лазерных станках — это классика резки углеродистой и низколегированной стали. Он даёт максимальную скорость и минимальную себестоимость при толщинах от 4–6 мм и выше. Однако для большинства цветных металлов и нержавейки кислород либо запрещён, либо крайне нежелателен.
1. Углеродистая и низколегированная сталь (черный металл)
Основной и самый выгодный материал для кислорода
Преимущества:
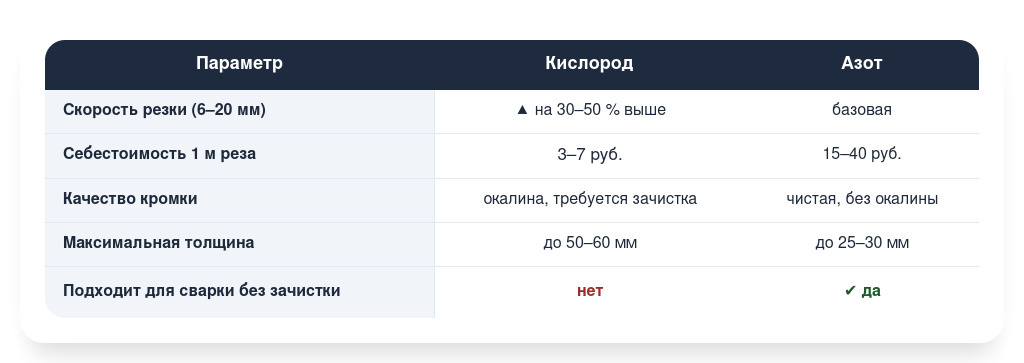
- Скорость резки на 30–50 % выше, чем с азотом (экзотермическая реакция: кислород буквально «дожигает» металл).
- Самая низкая себестоимость 1 метра реза на толщинах 6–30 мм.
- Минимальный грат и наплывы (при правильных режимах).
- Возможность резать сталь до 50–60 мм на станках 12–30 кВт.
Недостатки:
- Образуется твёрдая окалина и окисленный слой на кромке.
- Требуется зачистка (шлифовка, пескоструй, травление) перед сваркой или покраской.
Когда использовать:
Конструкционная сталь, где внешний вид кромки не важен: каркасы, балки, заготовки под покраску, тяжёлое машиностроение.
Оптимальное давление кислорода: 0,4–1,5 бар (чистота не ниже 99,5 %).
2. Нержавеющая сталь — можно, но почти никогда не нужно
Почему редко используют:
- Хром активно окисляется → полная потеря коррозионной стойкости в зоне реза (на 0,2–0,5 мм вглубь).
- Кромка темнеет, появляется синий/жёлтый оттенок.
- Запрещено в пищевой, медицинской, химической и архитектурной отраслях.
Когда всё-таки применяют:
Только для не ответственных конструкционных деталей, которые потом красят или покрывают порошковой краской.
3. Алюминий и его сплавы — кислород не рекомендуется
Проблемы:
- Оксид алюминия Al₂O₃ плавится при 2072 °C — значительно тормозит процесс.
- Высокая отражающая способность → риск повреждения оптики.
- Шершавая кромка, микротрещины, сильный подгар.
Когда можно (с оговорками):
Только чистый алюминий (не сплавы) толщиной до 3–4 мм и если изделие будет краситься.
Рекомендация: всегда используйте азот или сжатый воздух.
4. Латунь и медь — кислород противопоказан
Причины:
- Активное окисление цинка → токсичные пары оксида цинка («литейная лихорадка»).
- Кромка чернеет, появляются раковины и поры.
- Требуется мощная вытяжка и средства индивидуальной защиты.
Вывод: только азот (иногда сжатый воздух до 2 мм).
5. Титан и титановые сплавы — категорически запрещено!
Почему нельзя:
- При температуре выше 600 °C титан активно поглощает кислород → образуется хрупкий альфированный слой.
- Высокий риск самовозгорания и взрыва в зоне реза.
Что использовать: только чистый азот или аргон/гелий.
Сравнение кислорода и азота на углеродистой стали
Вывод:
Используйте кислород, если:
- режете углеродистую и низколегированную сталь толщиной от 5–6 мм и выше;
- главное требование — минимальная себестоимость и максимальная производительность;
- после резки будет зачистка, покраска или порошковое покрытие.
Переходите на азот (или воздух для тонкого листа), если:
- нужна идеально чистая кромка без обработки;
- режете нержавейку, алюминий, латунь, титан;
- изделие контактирует с пищей, водой или агрессивными средами.
Хотите максимально снизить себестоимость резки толстого черного металла?
Подберём оптоволоконный лазерный комплекс с правильной системой подачи кислорода и рассчитаем реальную экономию именно для ваших задач.
Наш сайт: ledpred.ru