
У клиента сломалась оснастка для формовки стальных крышек плафонов.
Обычная замена из металла — 5 дней токарных работ и высокая цена. Заказ стоял.
Мы предложили гибридное решение: металлический пуансон + пластиковая формообразующая часть, напечатанная на 3D-принтере.
Результат — оснастка заработала сразу, а клиент получил выручку более 1 000 000 рублей.
Результат за 2,5 часа
Печать ключевой пластиковой детали заняла 2,5 часа.
Вес этой детали — всего 30 грамм.
Оснастка выдержала более 6000 циклов формовки крышек диаметром от 350 до 1000 мм.
Ни одной бракованной детали.

Задача клиента
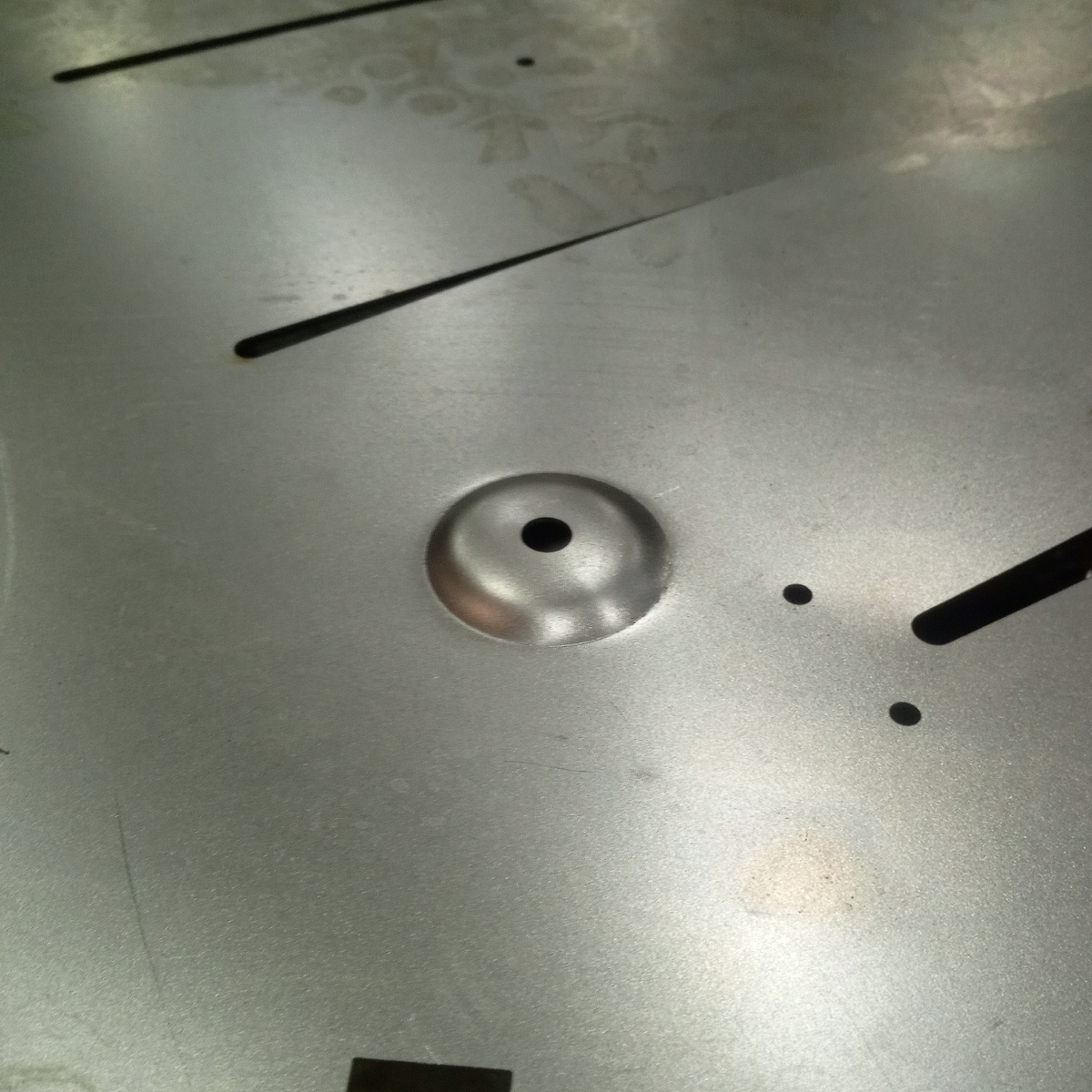
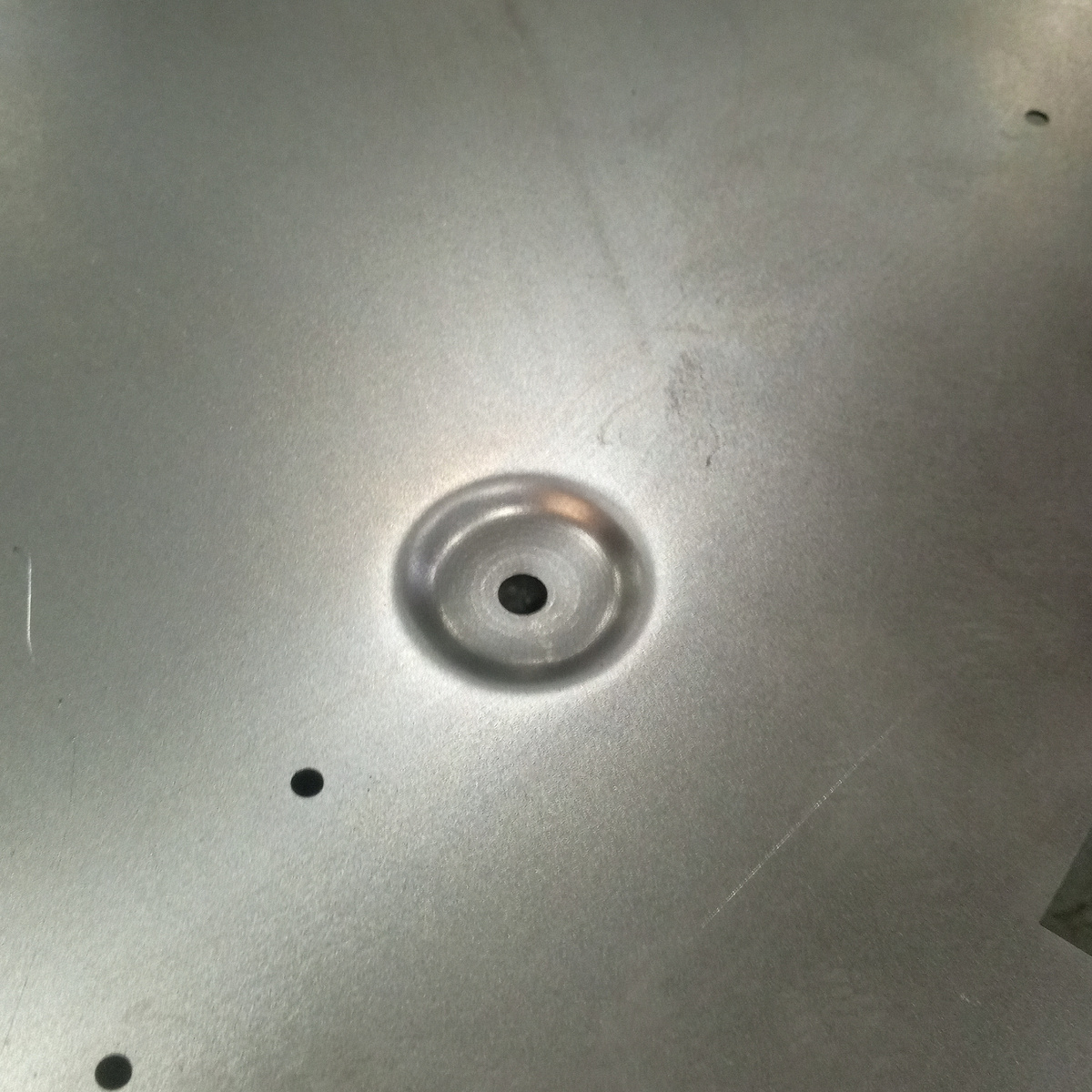
Компания производила крышки плафонов из стали 08пс толщиной 1 мм.
Требовалась формовка (пуклёвка) четырёх разных диаметров: 350, 500, 700 и 1000 мм.
Старый стальной инструмент вышел из строя. Новый металлический вариант был слишком долгим в изготовлении и дорогим для этой партии.
Формовка планировалась на листогибочном станке Durma AD-R 1240.
Как мы решили задачу
Мы сделали реверс-инжиниринг: создали 3D-модели изделия, узлов пресса и всей оснастки.
Решили сделать гибридную конструкцию:
- Пуансон и ложемент под матрицу — из листовой стали Ст3 сваренной между собой
- Формообразующая часть — из пластика ABS со стекловолокном
Сначала напечатали первую версию из Titan GF-12 (ABS + 12% стекловолокна).
Она быстро показала износ в зоне контакта с металлом.
Пришлось дорабатывать. Во второй версии мы установили металлический винт с цилиндрической головкой — он стал направляющей и полностью решил проблему износа.
Итоговая деталь была напечатана из Clotho ABS GF13 (ABS + 13% стекловолокна).
Как оснастка работала на практике
Оснастку поставили на пресс — и она пошла в работу.
За время проекта изготовили тысячи крышек четырёх размеров.
Оснастка отработала более 6000 циклов и до сих пор в строю.
Клиент оперативно закрыл заказ и заработал более 1 000 000 рублей. Крышки плафонов были частью крупного заказа, без них металлообрабатывающая компания не смогла бы взять весь заказ целиком.
Главный вывод этого проекта
Иногда не нужно копировать металлическую оснастку один в один.
Гибридный подход (металл + инженерный пластик) позволяет:
- Сократить время изготовления в десятки раз
- Сильно снизить стоимость
- Быстро вносить правки по геометрии
Особенно выгодно, когда нужно решение здесь и сейчас.
Когда имеет смысл делать пластиковую оснастку для формовки
- Нужно запустить производство максимально быстро
- Партия не очень большая или есть риск изменения чертежа
Что в итоге
Этот кейс наглядно показывает, что 3D-печать отлично работает даже в серьёзной металлообработке, если грамотно сочетать пластик и металл и не бояться доработок.
Наша компания специализируется на сложных инженерных задачах. На основании 14-летнего опыта в машиностроении мы помогаем разным производственным компаниям в разработке оснасток на станки.
В этом кейсе мы писали, как помогли заработать 720 000 рублей металлообрабатывающей компании благодаря оснастке, напечатанной на 3D-принтере.
Все наши работы вы можете посмотреть на нашем сайте.