Введение: Когда металл «дышит»
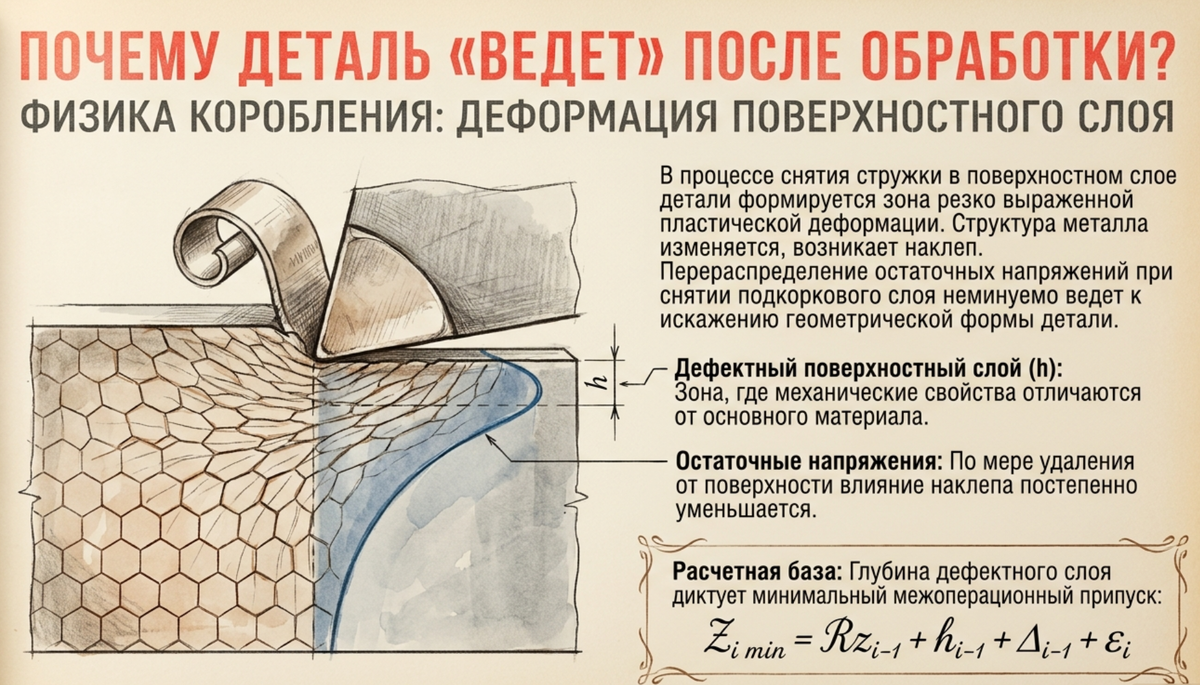
Вы когда-нибудь видели, как идеально проточенный вал на следующий день превращается в «саблю»? Если да, поздравляю — вы столкнулись с внутренними напряжениями металла. Это невидимый враг любого технолога.
Термическая обработка как этап техпроцесса
Разработка технологического процесса обработки детали обязательно должна учитывать состояние материала.
- Отжиг и нормализация: Обязательны перед финишными операциями.
- Старение: Естественное или искусственное. Иногда детали нужно просто «отлежаться».
Последовательность операций: Сначала силовая, потом точная
Типичная ошибка - пытаться поймать допуск в 0.01 мм сразу после обдирки.
- Снимаем 80% материала.
- Даем детали «остыть» (снять напряжения).
- Чистовые проходы с минимальным усилием зажима.
Технологическая оснастка и её влияние на точность
Иногда проблема не в станке, а в том, как мы зажали деталь. Перетянули кулачки патрона - получили «треугольник» вместо круга.
Инженерный нюанс: Используйте динамометрические ключи или гидропластовые оправки для высокоточных работ.
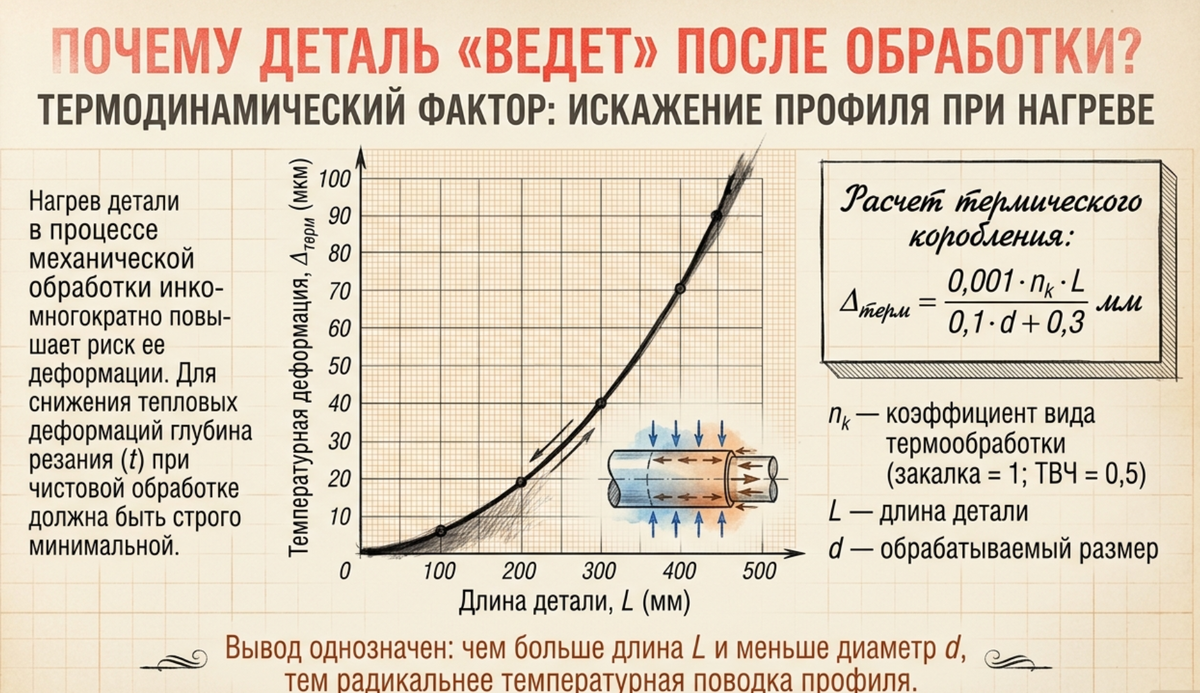
Температурный режим
Температурное расширение стали. На детали длиной 500 мм изменение температуры на 10 градусов даст погрешность в 0.06 мм. Это фиаско для квалитета IT7.
Заключение и переход
Понимание физики процесса — вот что отличает ведущего инженера от простого пользователя CAM-системы. В моем новом видео я показываю, как учесть все эти нюансы при разработке и проектировании техпроцесса.
📢Некогда искать информацию по разработке техпроцессов и собирать ее по кусочкам? Нужно быстрое понимание это вопроса? Тогда у меня, для тебя прекрасное предложение переходи и забирай мое видео "😎СЕКРЕТЫ ТЕХНОЛОГА: как за 40 минут собрать ТП любой сложности!" https://boosty.to/mextexnologii/posts/8981e890-3a8a-4d9a-aa2e-86ec752e9842?share=post_link