Конструкция корпуса FDM 3D-принтера определяет спектр решаемых задач и перечень доступных для использования материалов. Наличие или отсутствие закрытой термокамеры — это не вопрос дизайна, а ключевой фактор, влияющий на термодинамику экструзии полимеров. Рассмотрим физику процесса печати, особенности усадки различных филаментов и специфику настройки оборудования в зависимости от типа камеры.
Физика экструзии и усадка материалов
Процесс FDM-печати основан на расплавлении термопластика и его послойном нанесении. Нить покидает сопло при температуре от 200 до 300 градусов Цельсия. Попадая на предыдущий слой, полимер начинает остывать. Согласно законам физики, при охлаждении материал сжимается.
Если охлаждение происходит неравномерно, внутри детали возникают термические напряжения. Верхние слои остывают быстрее и стягиваются, в то время как нижние слои продолжают получать тепло от нагревательной платформы. Этот градиент температур приводит к изгибающему моменту. Если внутреннее напряжение превышает силу адгезии пластика к рабочему столу, происходит отрыв углов детали (warping) или межслойное расслоение (деламинация). Способность принтера контролировать этот градиент зависит от архитектуры его корпуса.
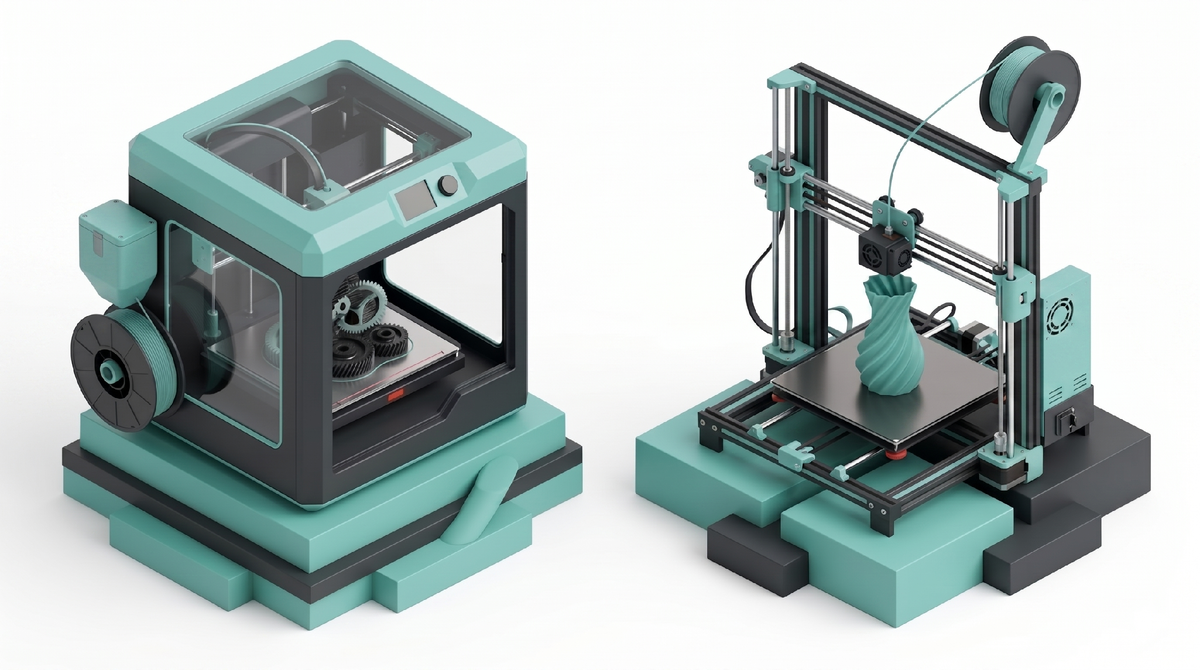
Принтеры с открытой камерой
Устройства с открытой конструкцией не имеют панелей, изолирующих рабочую зону. Воздух вокруг печатной платформы свободно циркулирует, и температура модели напрямую зависит от условий в помещении.
Особенности работы:
- Форсированное охлаждение: Открытая среда способствует быстрому отводу тепла от экструдированного пластика. Это условие требуется для полимеров с низкой температурой стеклования и высокой текучестью.
- Влияние внешних факторов: Процесс уязвим к изменениям температуры в помещении и воздушным потокам. Открытое окно или работающий кондиционер могут вызвать локальное переохлаждение детали и привести к браку.
Поддерживаемые материалы:
Открытые системы профилированы под печать PLA, PETG и гибкими пластиками (TPU). При печати полилактидом (PLA) быстрое охлаждение предотвращает деформацию нависающих элементов, мостов и мелких деталей.
Программная настройка:
В слайсерах профили для открытых принтеров предполагают работу вентилятора обдува детали на значениях 70–100% со второго или третьего слоя. При создании деталей с большой площадью основания целесообразно использовать кайму (brim) для увеличения площади контакта с платформой и компенсации температурных деформаций.
Принтеры с закрытой камерой
Закрытая камера изолирует область построения от внешней среды. Камеры бывают пассивными (воздух внутри нагревается за счет теплоотдачи от печатной платформы) и активными (оборудованы выделенным нагревательным элементом, поддерживающим заданную температуру, например 60-70 градусов Цельсия).
Особенности работы:
- Стабилизация термопрофиля: Температура среды внутри камеры поддерживается на уровне, близком к температуре стеклования используемого материала. Полимер остывает медленно и равномерно, что минимизирует внутренние напряжения.
- Изоляция микроклимата: Полностью исключается влияние сквозняков и перепадов комнатной температуры.
- Фильтрация выбросов: Изолированный объем позволяет эффективно применять HEPA- и угольные фильтры для удержания летучих органических соединений (VOC) и ультрадисперсных частиц, выделяемых при плавлении некоторых полимеров.
Поддерживаемые материалы:
Закрытая архитектура требуется для работы с инженерными пластиками: ABS, ASA, PC (поликарбонат), Nylon (полиамид), а также композитными материалами с добавлением углеволокна (Carbon Fiber). Печать поликарбонатом или нейлоном на открытом стенде приводит к сильной деламинации из-за высокого коэффициента усадки данных полимеров.
Для реализации задач любого уровня сложности, включая работу с инженерными композитами в закрытых системах и печать декоративных элементов на открытой кинематике, необходимо соответствующее оборудование. Выбрать 3D-принтеры, расходные материалы и запасные части можно в каталоге магазина Первый Слой.
Программная настройка:
При подготовке G-code в слайсерах (например, в OrcaSlicer или Bambu Studio) алгоритмы работы с закрытой камерой отличаются. Для поликарбоната или нейлона обдув детали снижается до 0–20%. Задействуются дополнительные параметры управления вентилятором вытяжки (Chamber Fan) для поддержания температуры. Включается алгоритм замедления печати на коротких слоях (Slow down for better cooling), чтобы пластик успевал отвердевать без использования холодного обдува.
Специфика эксплуатации: проблема тепловой пробки
Владельцы закрытых принтеров должны учитывать физическое явление тепловой пробки (heat creep). Данная проблема возникает при попытке печати низкотемпературными материалами (PLA) в полностью закрытом корпусе.
Радиатор термобарьера охлаждается вентилятором, который забирает воздух изнутри камеры. Если дверцы закрыты, температура внутри объема при печати PLA может подняться выше 40 градусов. Радиатор начинает обдуваться горячим воздухом и теряет способность эффективно отводить тепло от термобарьера. В результате полимерная нить размягчается еще до попадания в зону плавления сопла, расширяется и намертво блокирует канал подачи экструдера. Во избежание этого при работе с PLA на принтерах с закрытой камерой требуется открывать фронтальную дверцу или снимать верхнюю крышку.
Обслуживание и доступ к узлам
Разница в конструкции влияет на регламент технического обслуживания.
- Открытые системы: Предоставляют прямой доступ к печатающей голове, ремням кинематики и направляющим. Процедуры замены сопла, натяжения ремней или очистки экструдера занимают минимум времени.
- Закрытые системы: Имеют плотную компоновку, часто использующую кинематику CoreXY. Доступ к узлам может быть ограничен боковыми панелями. Замена компонентов, например установка стальных сопел для печати материалами с Carbon Fiber, требует снятия защитных кожухов печатающей головы. При этом современные закрытые устройства проектируются с упором на модульность, что позволяет заменять весь хотэнд в сборе за несколько манипуляций.
Итоги
Выбор между открытой и закрытой камерой базируется исключительно на физико-механических требованиях к готовым изделиям. Открытая архитектура формирует оптимальные условия для полимеров, требующих быстрого охлаждения и обеспечивающих высокую детализацию. Закрытая термокамера предоставляет инструменты контроля температурного градиента, которые необходимы для производства функциональных деталей из тугоплавких материалов с высокой степенью усадки.