
Есть один параметр флюса, который производители некачественных паяльных материалов прячут, а потом просто молчат о нём. Он называется SIR — Surface Insulation Resistance, поверхностное сопротивление изоляции. И это важная цифра, которая показывает сколько проживет ваша пайка после того как ее примет клиент.
Эта статья — про то, как флюс, которым вы паяете сегодня, решает судьбу платы на годы вперёд. И про то, почему «безотмывочный» — это маркетинговая категория, а не инженерная.
Что мастер видит своими глазами
Плата приходит на гарантию через 8 месяцев. Симптом: «иногда зависает, пропадает связь». Под микроскопом между ног QFN-чипа или под шарами BGA — тонкие серые нити, как паутина. Иногда они видны только при косом свете, иногда уже успели замкнуть два соседних вывода.
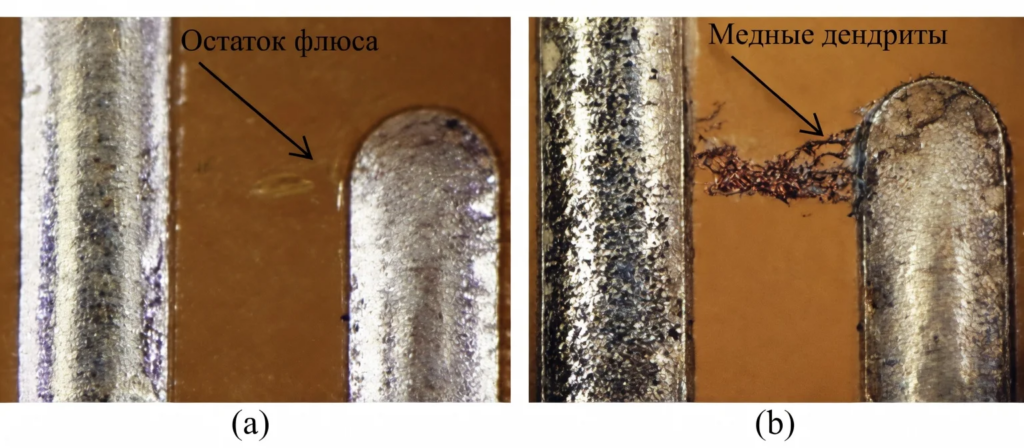
Это дендриты — кристаллы меди или олова, выросшие прямо через остаток флюса. Выросли они не «от старости». Выросли, потому что флюс, который вы туда положили, при повышении влажности превратился в электролит. А дальше — закон Ома и закон Фарадея сделали своё дело.
Чтобы этого не происходило, индустрия придумала SIR-тест. Смысл простой: берём два проводника с известным зазором, между ними — остаток флюса. Подаём напряжение, ставим в камеру 40 °C / 90% влажности, и неделю меряем сопротивление.
По стандарту IPC J-STD-004D (январь 2023) хороший флюс должен держать не менее 100 мегаом все 168 часов подряд. Методика — IPC-TM-650 2.6.3.7.
Сто мегаом. Это тот порог, за которым начинается отказ большинства электроники.
Почему сопротивление флюса должно быть выше 100МОм
Посчитаем. Между двумя выводами BGA стоит 3,3 В. Ток утечки по закону Ома:
- SIR = 10¹¹ Ом (отмытая плата) → 0,03 нА. Шум.
- SIR = 10⁹ Ом (1 ГОм, приличный no-clean) → 3,3 нА. Нормально.
- SIR = 10⁸ Ом (100 МОм, минимум по J-STD-004D) → 33 нА. На грани.
- SIR = 10⁷ Ом (10 МОм) → 330 нА. ощутимо для чувствительных цепей.
Всё выше — для сухого остатка. Как только влажность повышается, остаток может приобрести свойства электролита снижая SIR.
«Но у меня на флюсе написано no-clean, там отмывать не надо»
Самое коварное заблуждение индустрии. No-clean — это не свойство флюса, это классификация ответственности производителя. Если вендор прогнал свой флюс через SIR-тест и тот показал больше 100 МОм — он имеет право писать «no-clean». Но это не гарантия, что:
а) ваш конкретный термопрофиль даст такие же остатки;
б) плата будет работать в тех же условиях, что в камере IPC;
в) спустя полгода остаток не «раскроется» под влагой.
Профиль пайки меняет всё: работа Bastow (2011–2015) и KIC Thermal (2015)
Эрик Бастоу (Indium Corporation) первым систематически показал: SIR одного и того же флюса меняется в 10–100 раз в зависимости от термопрофиля. Его работа:
«The Effects of Partially Activated No-Clean Flux Residues Under Component Bodies», IPC APEX 2011 — прямо замеряли SIR под корпусами компонентов vs на открытых гребёнках. Разница на 1-2 порядка. Флюс под корпусом никогда не прогревается до той же температуры, что открытый. Активаторы остаются живыми.
Что это значит для технолога: даже если SIR на открытой гребёнке показывает 10 ГОм — под вашим BGA он будет от 100 до 1000 МОм. Или 10 МОм. Зависит от того, насколько ваш термопрофиль недогрел флюс под корпусом.
Когда компонент сверху — это другая физика: работа Li et al. (2023)
Feng Li, Ambat et al., J. Mater. Sci.: Mater. Electron. 34, 1315 (2023) — специально спроектировали тестовую оснастку с фиктивным компонентом поверх SIR-гребёнки, на заданной высоте standoff. Результат:
«плёнка канифоли, которая инкапсулирует активаторы, при длительной влажности деградирует и высвобождает их»
Причина — температура стеклования канифоли 60–90 °C, а это прямо в рабочем диапазоне автомобильной электроники. Плата в подкапотном пространстве живёт при 80–100 °C постоянно, и канифольная матрица теряет барьерные свойства.
Что именно высвобождается: работа Conseil-Gudla, Verdingovas, Piotrowska, Ambat (2021)
Transformation of reflow solder flux residue under humid conditions, Microelectronics Reliability (2021) — измерили, какие именно компоненты остатка выходят наружу при влажности.
«Выделение кислотных остатков из площадок, спаянных оплавлением, происходит под воздействием влажности и температуры из-за высвобождения скрытых остатков… было установлено, что температура сама по себе не влияет на этот процесс»
Акцент: температура сама по себе ничего не делает. Плата на тёплой полке в серверной — без влаги — живёт. Но как только появляется конденсат или пик влажности — канифоль раскрывается, и активаторы выходят в плёнку воды.
Авторы прямо назвали главных виновников: глутаровая кислота и полимерные загустители (polyisobutene-isoprene, synthetic polyterpenes). Чем их больше в рецептуре — тем сильнее остаток «открывается» во влажности.
Венец серии — работа Lakkaraju et al. (2025)
Вот свежая работа Lakkaraju et al. (Scientific Reports, 2025). Авторы взяли три промышленные пасты no-clean, прогнали реальные сборки с BGA, QFP, QFN и конденсаторами через климатический профиль — и измерили токи утечки прямо под компонентами. Главный вывод дословно:
«канифольная матрица флюса, которая запечатывает ионные остатки активаторов, при длительном воздействии влажности раскрывается и высвобождает ионные остатки. Флюс, который в первые часы после пайки тестово проходил как no-clean, через месяцы работы в реальном изделии — уже не проходит.»
И отдельно они указали: открытые гребёнки IPC-B-24 (на которых тестируют флюсы по стандарту) дают оптимистичные результаты относительно плат с реальными компонентами сверху. Потому что под BGA флюс не прогревается до пика, часть растворителя не испаряется, активаторы живые. Chemtronics в обзоре «Cleaning No-Clean Flux» показывает фотографии такого эффекта — жидкий флюс под QFN через 11 месяцев эксплуатации.
Что это значит для выбора цифры SIR
Эти работы меня лично заставили пересмотреть подход к созданию флюсов. Вот почему в флюсе NC-560 V3 стоит цифра >1 ГОм при 85 °C и зазоре 0,25 мм — это не «в 10 раз выше минимума» ради рекламы. Это запас, который нужен именно на такую ситуацию: когда часть флюса уйдёт под чип и не прогреется, когда влажность в эксплуатации окажется выше ожиданий, когда плата пролежит два года на складе.
Под BGA не отмоешь. Физика
«Ну ладно, флюс плохой, отмоем после пайки». Под BGA — не отмоешь.
Зазор (standoff) между платой и корпусом BGA — 100–200 мкм. У WLCSP бывает 50 мкм. Шаг шаров — 0,2–0,8 мм. В этот зазор моющая жидкость проникает только капиллярно. Скорость потока по условию прилипания на стенке равна нулю, а в тонком канале течение пуазейлевское — средняя скорость падает квадратично с зазором.
На практике: горячая щелочная отмывка в промышленной машине с сапонификатором за цикл 10 минут при 60 °C вымывает из-под BGA 50–60% активатора. Остальное — остаётся. Bixenman (Kyzen) и Tolla (Kester) рассказывали об этом на конференциях IPC APEX.
Моя практика: если мастер в ремонтном сервисе думает «отмою ультразвуком» — пусть попробует. После ультразвука остаётся 70–80% того, что было. Ультразвук работает на открытой поверхности, а не в зазоре 0,1-0,2 мм.
Вывод простой: под компонент должен попасть только такой флюс, остаток которого не навредит, даже если останется там навсегда. Это и есть настоящее требование no-clean, а не формулировка на этикетке.
Что должен делать производитель, чтобы ему можно было верить
На каждом картридже — свой партномер, по которому можно запросить протокол тестирования. Арбитражный образец партии хранится в лаборатории на полке — любая претензия проверяется на том же образце, который делали вы. Именно так мы делаем в Sigma Flux: отмечаем на картридже дату производства: партномер: вевизию и срок годности
Мы делаем это для того, чтобы если вы паяете плату, которая пойдёт клиенту, вы должны иметь возможность доказать цифрами, почему она не сдохнет через год. А не пересказывать этикетку.
Что в сухом остатке
Разница между «работает» и «работает пять лет» — покажет только SIR тест на вашем термопрофиле, который пройден с запасом от стандарта J-STD-004. Не марка флюса. Не страна производства. Не цвет цвет и консистенция. И не заверения менеджмера по продажам, что флюс соответствует ROL0. Только измеренная цифра сопротивления с хорошим запасом.