Трехмерная печать в 2026 году является доступной пользовательской технологией. Пользователю не требуется собирать устройство из деталей и тратить время на калибровку координатных осей. Базовый стартовый набор печатника строится на готовых решениях, функционирующих по принципу подключения без длительной настройки. В данном материале рассмотрен комплект оборудования, материалов и инструментов, необходимых для работы с аддитивными технологиями, на примере модели 3D-принтера Bambu Lab X2D.
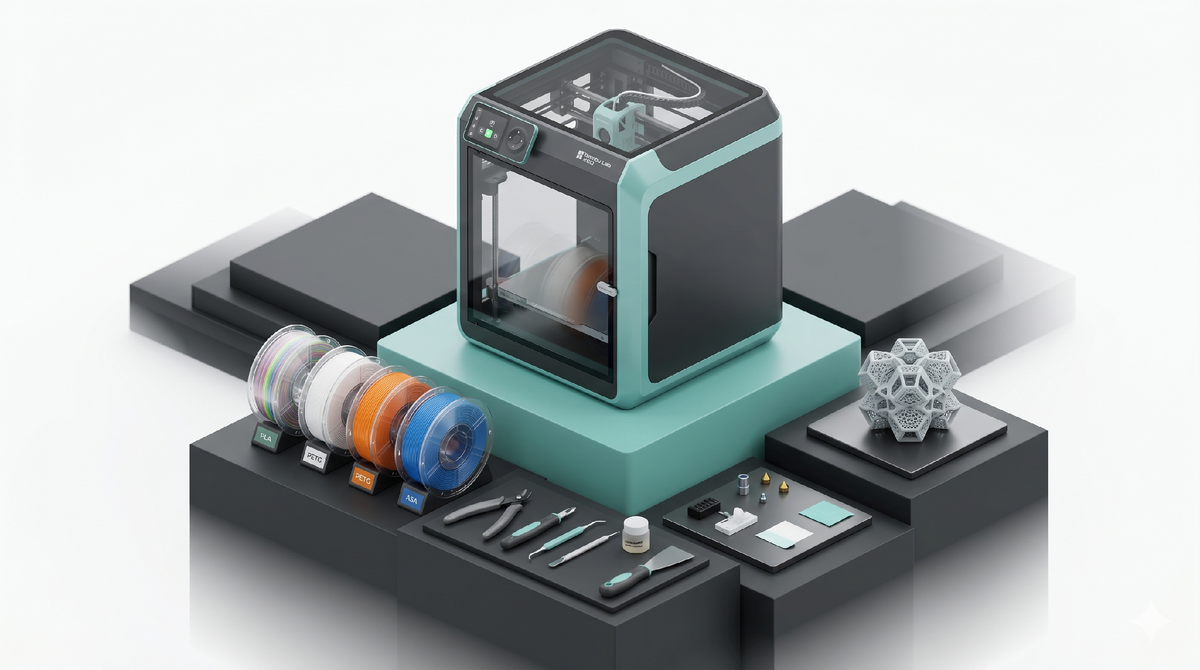
Основа набора: 3D-принтер Bambu Lab X2D
Центральным элементом набора выступает само устройство. Модель Bambu Lab X2D представляет собой 3D-принтер с закрытой термокамерой и кинематикой типа CoreXY. Для обывателя данная схема означает, что блок экструдера (печатающая головка) перемещается по осям X и Y в верхней плоскости, а платформа с выращиваемой деталью опускается вниз по оси Z. Указанная конструкция снижает инерционные вибрации механизма и обеспечивает скорость перемещения печатающей головки до 600 миллиметров в секунду без потери геометрии изделия.
Особенность принтеров данного поколения заключается в аппаратной автоматизации. Bambu Lab X2D оснащен оптическим сканером и массивом тензодатчиков. Перед запуском задачи устройство самостоятельно сканирует поверхность рабочей платформы, строит карту высот и компенсирует неровности за счет работы двигателей. Настройка зазора между соплом и поверхностью стола выполняется полностью программно.
Экструдер модели X2D оснащен быстросъемным узлом нагрева. Замена сопла производится путем разблокировки магнитного фиксатора. Это упрощает переход с базового латунного сопла диаметром 0.4 миллиметра на сопло из закаленной стали диаметром 0.6 или 0.8 миллиметра, необходимое для работы с композитными материалами, содержащими частицы углеволокна. Устройство также поддерживает системы автоматической смены материалов для печати несколькими цветами или использования растворимых поддерживающих структур.
Базовый набор филамента (пластика для печати)
Для старта работы требуется запас расходных материалов. Различные типы полимеров имеют разные физические параметры и требуют соблюдения конкретных температурных режимов.
Сводные данные по базовым полимерам (Текстовый формат таблицы):
- Материал: PLA (Полилактид).
Температура сопла: 190-220 °C.
Температура платформы: 40-60 °C.
Назначение: Декоративные макеты, фигурки, интерьерные органайзеры.
Свойства: Низкая температурная усадка, биоразлагаемая основа, отсутствие резкого запаха при плавлении. - Материал: PETG (Полиэтилентерефталат-гликоль).
Температура сопла: 230-250 °C.
Температура платформы: 70-80 °C.
Назначение: Корпуса электроники, элементы крепежа.
Свойства: Стойкость к механическим нагрузкам, влагостойкость. - Материал: ASA (Акрилонитрилстиролакрилат).
Температура сопла: 250-270 °C.
Температура платформы: 90-100 °C.
Назначение: Технические компоненты для длительной эксплуатации на улице.
Свойства: Стойкость к ультрафиолетовому излучению. Требует закрытой камеры для предотвращения расслоения детали.
Для приобретения оборудования и формирования стартового запаса материалов используются профильные площадки. В интернет-магазине 3д-принтеров, филамента и комплектующих Первый Слой https://clck.ru/3TCDpa представлен ассортимент техники, а также запасных частей для ее обслуживания.
Инструменты для обслуживания и постобработки
Для работы требуется набор вспомогательных инструментов. Часть позиций поставляется вместе с принтером, остальные элементы формируются в процессе эксплуатации.
- Подготовка платформы. Для фиксации первого слоя пластика применяется изопропиловый спирт с концентрацией от 99 %. Состав используется для обезжиривания поверхности стола. При работе с пластиками, имеющими высокую усадку (например, ASA), применяется 3D-клей в виде спрея или жидкости. Состав фиксирует деталь при нагреве и формирует барьерный слой для защиты покрытия стола при остывании.
- Обработка деталей. Для отделения готовых моделей от платформы используется металлический шпатель со скругленными углами. Для удаления поддержек применяются диагональные кусачки с плоским профилем среза. Зачистка следов пластика выполняется шабером — инструментом с вращающимся лезвием для снятия фаски. В набор также рекомендуется включить паяльник со сменными жалами. Данный инструмент применяется для вплавления резьбовых латунных гаек в пластиковые детали с целью создания разборных винтовых соединений.
- Обслуживание механики. Направляющие оси и ходовые винты принтера требуют очистки от пыли и нанесения смазочных материалов. В стартовый комплект включается консистентная смазка для винтовых валов оси Z и жидкое машинное масло для цилиндрических направляющих.
Организация хранения материалов
Полимеры для 3D-печати обладают гигроскопичностью — они впитывают влагу из окружающей среды. Влага внутри пластиковой нити закипает при попадании в нагретое сопло экструдера. Этот физический процесс вызывает дефекты наружной поверхности детали, щелчки во время подачи пластика и снижение межслойной адгезии (прочности).
Набор печатника должен включать герметичные пластиковые боксы или вакуумные пакеты с zip-замком для хранения распакованных катушек. Внутрь емкости помещается влагопоглотитель на основе силикагеля. Мониторинг влажности осуществляется с помощью компактных цифровых гигрометров. Показатель относительной влажности в контейнере не должен превышать 20 %. Для подготовки увлажненных катушек к печати применяется специализированная конвекционная сушилка, поддерживающая температуру от 50 до 70 °C для выпаривания конденсата.
Программное обеспечение и библиотеки моделей
Преобразование цифровой 3D-модели в управляющий машинный код (G-код) выполняется с помощью программы-слайсера. Программное обеспечение разделяет трехмерный объект на плоские слои и рассчитывает траектории движения механизмов принтера.
Для оборудования Bambu Lab базовым программным обеспечением является Bambu Studio или его форк под названием OrcaSlicer. Программы содержат профили с параметрами для большинства типов принтеров и видов пластика. Процесс подготовки к печати сводится к загрузке файла в формате STL или STEP, выбору материала из списка и запуску процедуры нарезки. Слайсер автоматически генерирует структуры поддержек и рассчитывает внутреннее заполнение модели. Детали не печатаются сплошным куском пластика: внутри формируется ячеистая структура. Плотность заполнения для декоративных элементов задается на уровне 10-15 %, для технических узлов показатель увеличивается до 40-60 %.
Готовые файлы для печати размещаются в специализированных онлайн-каталогах. Базы данных Printables, MakerWorld и Thingiverse предоставляют доступ к моделям различного назначения без необходимости самостоятельного изучения систем автоматизированного проектирования (САПР). Современные слайсеры передают сгенерированный G-код на принтер Bambu Lab X2D по локальной беспроводной сети Wi-Fi.
Подготовка рабочего пространства
Завершающим этапом формирования стартового набора является организация места установки оборудования. Принтер генерирует вибрационные нагрузки при резком изменении направления движения координатных осей. Устройство должно быть установлено на тяжелый стол с жестким опорным каркасом. Под основание принтера укладывается виброгасящий полиуретановый коврик или бетонная плита малой толщины на резиновых демпферах для поглощения механического резонанса.
Зона эксплуатации принтера требует наличия вентиляции. В процессе плавления полимеров происходит выделение микрочастиц пластика. Помещение оснащается вытяжной вентиляционной системой или окном для регулярного проветривания. Выполнение данного условия обязательно при регулярной работе с инженерными высокотемпературными материалами.