При подготовке 3D-модели к печати по технологии FDM базовая настройка температур и скоростей — это лишь первый этап. Для получения деталей с заданными визуальными и прочностными характеристиками необходимо контролировать траекторию движения печатной головы. Две функции слайсера, которые кардинально меняют подход к формированию внешнего контура изделия — это режим вазы (Vase mode) и выравнивание шва (Seam alignment). Понимание механики работы этих параметров позволяет избежать распространенных дефектов поверхности и оптимизировать время печати.
Режим вазы (Vase mode / Spiralize Outer Contour)
Стандартный процесс 3D-печати подразумевает послойное наращивание материала: принтер завершает один периметр, поднимает ось Z, делает ретракт (втягивание пластика) и начинает следующий слой. Режим вазы полностью меняет этот алгоритм.
При активации Vase mode принтер печатает деталь непрерывной линией. Ось Z поднимается не ступенчато, а плавно и равномерно на протяжении всего контура. Экструзия не прерывается от окончания печати сплошных слоев дна до самой верхней точки модели.
Технические особенности и применение:
- Один периметр: Деталь всегда состоит только из одной внешней стенки. Заполнение (Infill) и верхние сплошные слои (Top layers) автоматически отключаются слайсером.
- Отсутствие швов: Поскольку нет точек старта и остановки слоя, на модели физически не может образоваться Z-шов. Поверхность получается максимально гладкой.
- Скорость: Непрерывная печать без ретрактов и холостых перемещений значительно сокращает время производства.
Рекомендации по настройке:
Для компенсации хрупкости одной стенки целесообразно использовать экструзию шириной больше диаметра сопла. Например, при стандартном сопле 0.4 мм можно установить ширину линии (Line Width) на 0.6 мм или 0.8 мм, одновременно немного увеличив подачу пластика (Flow). Это сделает стенку более толстой и прочной.
Также важен выбор материала. Для режима вазы хорошо подходит PETG благодаря высокой межслойной адгезии, а также гибкие филаменты вроде TPU, которые в один слой образуют прочные, но эластичные структуры. Жесткие пластики (PLA) отлично подходят для создания детализированных декоративных элементов, не несущих механической нагрузки.
Ограничения геометрии:
Режим вазы не способен печатать плоские крыши и детали с сильными нависаниями. Угол наклона стенки не должен превышать 45 градусов, иначе пластику будет не на что опираться, так как поддержки в этом режиме использовать нельзя.
Выравнивание шва (Seam alignment / Z-seam)
В стандартном режиме печати каждый периметр имеет точку начала и окончания экструзии. В момент перехода печатной головы на следующий слой внутри сопла происходит изменение давления, что часто приводит к образованию микронаплыва или, наоборот, небольшой впадины. Совокупность этих точек на поверхности модели образует видимую линию — Z-шов.
Функция Seam alignment управляет тем, где слайсер разместит эти точки старта слоев.
Основные алгоритмы позиционирования шва:
- Aligned (Выровненный): Слайсер выстраивает точки старта слоев в одну строгую вертикальную линию. Это оптимальный выбор, если деталь планируется подвергать постобработке. Сплошной прямой шов гораздо проще зашлифовать или срезать модельным ножом, чем множество хаотичных точек.
- Random (Случайный): Точки старта распределяются по всему периметру модели случайным образом. На гладких геометрических поверхностях это создает эффект мелкой сыпи. Однако для моделей с органической, сложной или текстурированной поверхностью (например, скалы, кора деревьев, фигурки) этот режим помогает полностью скрыть следы переходов.
- Sharpest Corner (Острый угол): Алгоритм ищет самый острый внутренний или внешний угол на текущем слое и прячет шов в нем. Это наиболее востребованный режим для печати технических деталей, корпусов и коробов. В углу избыток пластика наименее заметен и не нарушает габариты плоских граней.
- Rear / Custom (Пользовательское положение): Позволяет вручную задать координаты или сторону детали (например, заднюю часть), где будет концентрироваться шов. Применяется, когда деталь имеет четко выраженную лицевую сторону, которая должна оставаться идеальной, в то время как тыльная сторона будет скрыта от наблюдателя.
Дополнительные параметры для работы со швом:
Просто выбрать положение шва часто недостаточно для идеальной поверхности. Для минимизации самого наплыва следует использовать сопутствующие функции слайсера. Параметр Coasting (движение накатом) отключает подачу пластика за доли миллиметра до конца периметра, позволяя давлению в сопле стравиться. Функция Wipe while retracting (протирка при ретракте) заставляет печатную голову сделать короткое движение внутрь модели при смене слоя, убирая излишки пластика во внутреннее заполнение.
Аппаратные требования для точной печати
Настройки слайсера работают корректно только при условии исправной механики и стабильной экструзии. Если подача филамента неравномерна из-за проскальзывания шестерней экструдера или диаметр самого прутка "плавает", даже идеально настроенный Z-шов будет выглядеть как грубый дефект, а стенка в режиме вазы получится неоднородной и хрупкой.
Для стабильной печати в таких режимах требуется надежное оборудование и качественный пластик. Подобрать проверенные 3D-принтеры, филамент и комплектующие можно на сайте интернет-магазина Первый Слой https://clck.ru/3TA6Q3, который специализируется на продаже оборудования для решения широкого спектра задач: от базового прототипирования до инженерного применения. Стабильность аппаратной базы позволит программным алгоритмам слайсера отработать с максимальной точностью.
Заключение
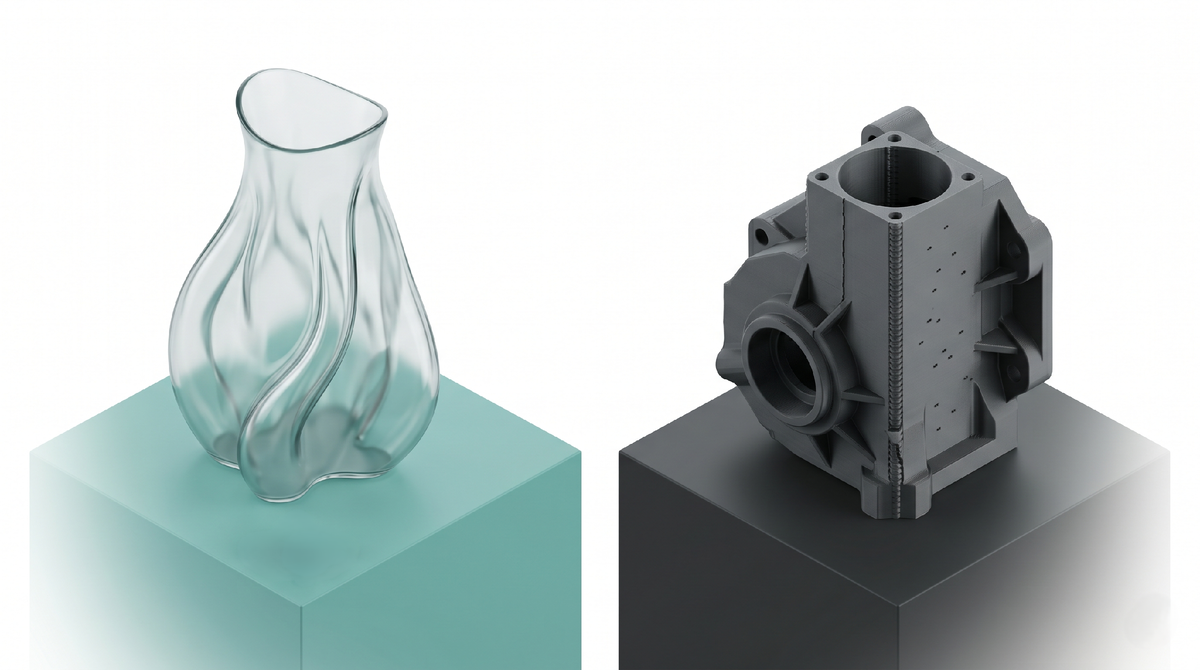
Инструменты Vase mode и Seam alignment предоставляют инженеру полный контроль над структурой внешних периметров модели. Режим вазы незаменим для быстрого производства тонкостенных прозрачных или декоративных элементов, обеспечивая максимальную гладкость за счет непрерывной экструзии. В свою очередь, грамотное управление Z-швом — это базовый навык для создания качественных технических деталей, позволяющий скрыть технологические артефакты в углах или на невидимых поверхностях изделия, сокращая время на последующую механическую обработку.