Почему дефекты штамповки — сигнал к срочному ремонту и как высокоточное оборудование возвращает оснастке вторую жизнь
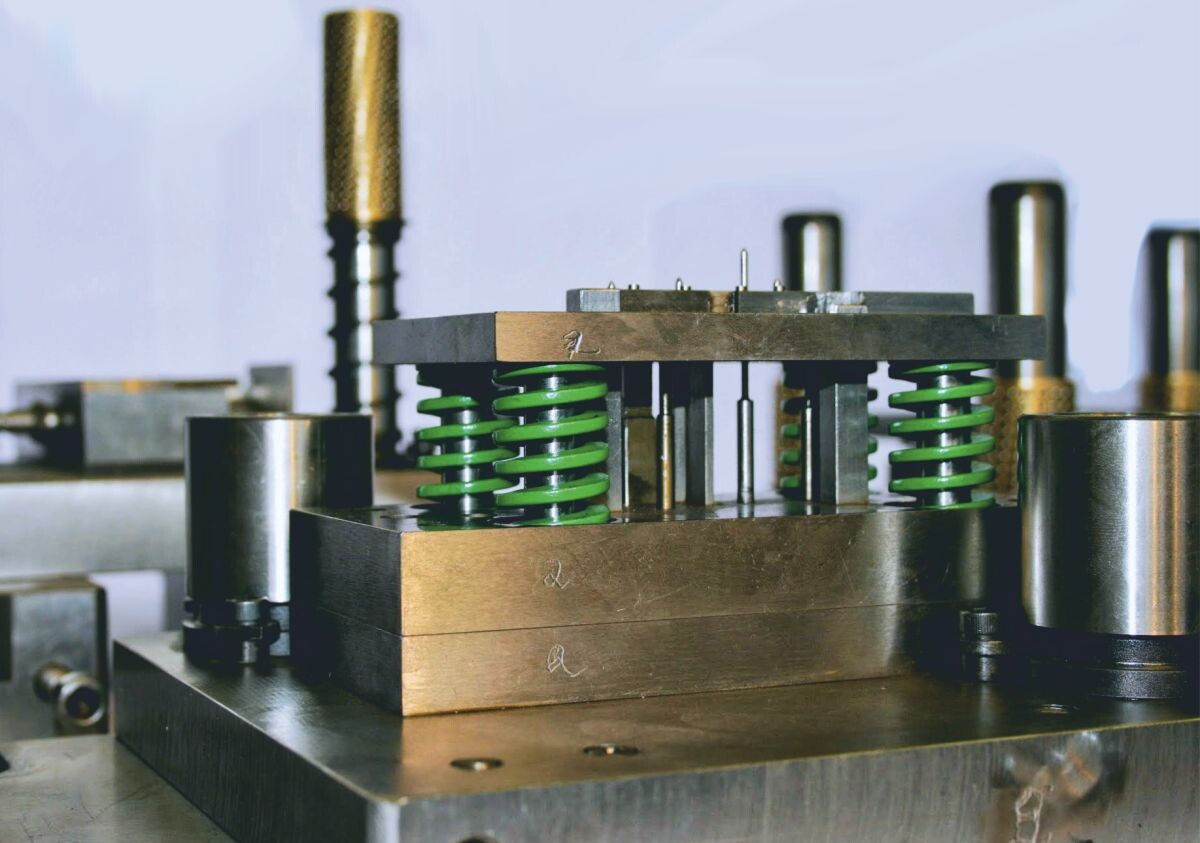
Штамповая оснастка — это сердце любого кузнечно-штамповочного производства. Она работает в экстремальных условиях: цикл за циклом, тонна за тонной, выдерживая колоссальные нагрузки на сжатие, растяжение и сдвиг. Но даже самая качественная конструкция со временем «устает». Вопрос не в том, случится ли износ, а в том, когда он начнет влиять на качество продукции.
Многие пытаются экономить, откладывая ремонт «до следующего месяца». Результат всегда один: лавинообразный рост брака и внеплановый простой пресса. Давайте разберем типичные ошибки штамповки, вызванные неисправным штампом, и докажем, что профессиональный ремонт — это не трата, а самая выгодная инвестиция в стабильность.
Диагноз по отпечатку: какие дефекты возникают при работе изношенным штампом?
Когда геометрия штампа нарушена — будь то забитые пуансоны, выработанные матрицы или люфт в направляющих — страдает каждая деталь. Вот типичная «клиническая картина»:
- Заусенец (грат) и неконтролируемый срез. При износе режущих кромок матрицы и пуансона зазор между ними становится неравномерным. Вместо чистого среза металл начинает рваться и вытягиваться. Результат — острый заусенец на детали, который требует дорогой финишной обработки (галтовки, шлифовки). В особо тяжелых случаях деталь заклинивает в матрице.
- Перекос и неплоскостность (коробление). Изношенные направляющие колонки и втулки перестают обеспечивать соосность верхней и нижней плит. Пуансон входит в матрицу под углом. Деталь получается «винтообразной», с перепадом толщины по краям. Это критично для последующей сварки или сборки.
- Недосечка и непробивка. Притупленные кромки пуансона требуют большего усилия. Штамп не «режет», а «давит» металл. Отверстия получаются с рваными краями, а часть материала может оставаться неотделенной, забивая матрицу и приводя к поломке оснастки.
- Раковины и трещины при гибке и вытяжке. Неотполированные радиусные переходы и задиры на рабочих поверхностях матрицы приводят к микротрещинам на детали. Под нагрузкой эти трещины растут, и готовое изделие разрушается при эксплуатации.
- Цена этих ошибок: брак, перерасход металла, простои дорогостоящего прессового оборудования (до сотен тысяч рублей в час) и репутационные потери перед заказчиком.
Пути решения: почему ремонт — самый очевидный и эффективный выбор
У конструктора есть три пути при износе штампа:
- Списать и купить новый. Дорого (цена новой оснастки может достигать 30–50% от стоимости пресса) и долго (изготовление около 8 недель).
- Ремонт кустарными методами (сварка, напильник). Дешево, но бессмысленно. Без оборудования невозможно восстановить номинальные зазоры. Через 100 циклов штамп снова встанет.
- Профессиональный ремонт на ЧПУ-оборудовании. Оптимальный вариант. Мы продлеваем ресурс штампа на 40–60% за 1–2 недели.
Что мы восстанавливаем:
- Направляющие колонки и втулки (замена, перешлифовка под размер);
- Режущие матрицы и пуансоны (восстановление геометрии кромок);
- Рабочие поверхности вытяжных и гибочных матриц (финишное полирование до 8–9 класса чистоты);
- Плиты и блоки (фрезеровка посадочных мест).
Наше оружие: оборудование, исключающее человеческий фактор
Наше производство оснащено высокоточным современным оборудованием. Вот две единицы, которые кардинально меняют подход к ремонту штампов.
- Автоматическая дрель с ЧПУ (Сверлильно-фрезерный центр). Этот станок решает проблему точного позиционирования отверстий. Почему это критично для ремонта? При замене изношенной направляющей втулки или матрицедержателя требуется сверлить новую плиту под несколько десятков крепежных отверстий. Дрель с ЧПУ позволяет вырезать до 200 отверстий строго по управляющей программе. Мы исключаем человеческий фактор в процессе выставления детали. Станок сам находит базу, выставляет деталь по датчикам касания и выполняет всю последовательность операций с позиционной точностью до 0.005 мм. Результат — идеальная взаимозаменяемость всех деталей штампа.
- Электроэрозионные станки с функцией автоматической заправки проволоки. Это наша гордость для ремонта сложных контуров матриц. Электроэрозионная обработка (проволочная) позволяет «выжигать» отверстия и контуры любой сложности в каленой стали, не вызывая термических деформаций. Ключевая фишка: Функция автоматической заправки проволоки. Зачем это нужно? При пробивке, например, матрицы для звездочки или сложного щелевого отверстия, проволока может оборваться. На старых станках оператор тратит 20-30 минут на перезаправку и повторную привязку к детали. Наши станки делают это автоматически за 30 секунд, восстанавливая обработку с точностью до микрона. Это позволяет автоматизировать и удешевить процесс, так как станок может работать без участия человека в ночную смену (режим «светофор»). При этом стабильность качества остается абсолютной — каждый пробитый контур является точной копией предыдущего.
Наши преимущества:
Мы понимаем, что в ремонте штампов важны не только технологии, но и прозрачность работы.
- Сроки: 1 неделя — при наличии заготовки (готовой поковки или проката). До 2 недель — если заготовку нужно поставлять с металлобазы. Срочные ремонты — обсуждаем индивидуально.
- Постоплата: Для нас важно, чтобы вы оценили качество до того, как расстаться с деньгами. Оплата по факту приемки ремонта. Для постоянных клиентов — гибкие спецусловия (отсрочка, бонусы за объем).
- Металл в наличии: Свой склад с наиболее ходовыми марками сталей (Х12МФ, 5ХНМ, 9ХС, У8, У10). Не ждем поставок — сразу беремся за работу.
- Гарантия: Даем гарантию по ГОСТу на восстановленные узлы. Если в течение гарантийного срока обнаружатся дефекты нашей работы — переделаем за свой счет без обсуждений.
Износ штампов неизбежен, но он управляем. Вовремя заметив ухудшение качества штамповки (заусенцы, неплоскостность) и обратившись к нам, вы получаете практически новую оснастку и с гарантией. Вернем вашим штампам точность и производительность!
Подробнее об услугах на нашем сайте: https://e-mould.ru