Лазерная резка с использованием азота в качестве вспомогательного газа — один из самых популярных способов получения чистой кромки без оксидного слоя. Азот вытесняет кислород из зоны реза, предотвращая окисление, что особенно важно для нержавеющей стали, алюминия и декоративных изделий.
Когда стоит выбирать азот, а когда — кислород или аргон?
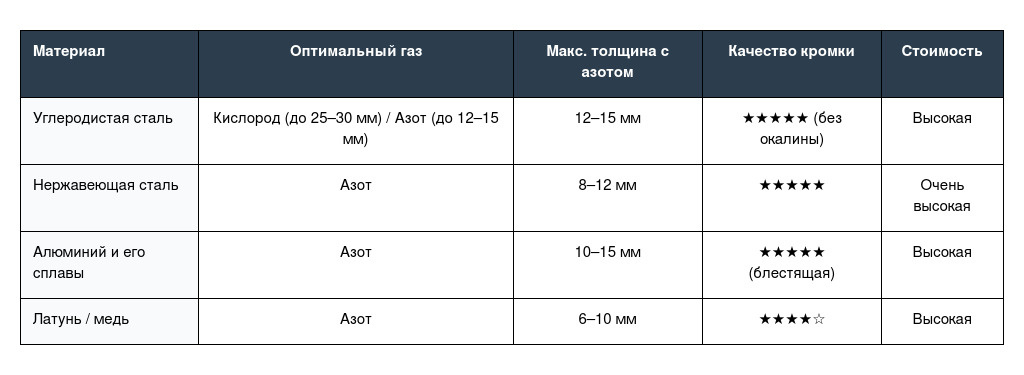
1. Черные металлы (углеродистая и низколегированная сталь)
Преимущества резки азотом:
- идеально чистая кромка без окалины и оксидной плёнки;
- не требуется зачистка перед сваркой или покраской;
- отличный внешний вид — востребовано в производстве мебели, элементов интерьера, торгового оборудования.
Недостатки:
- скорость резки в 2–3 раза ниже, чем с кислородом (нет экзотермической реакции);
- высокая себестоимость при толщине более 12–15 мм.
Рекомендация: для стали толще 15 мм экономически выгоднее кислородная резка, для тонколистового металла (до 12 мм) и декоративных изделий — только азот.
2. Нержавеющая сталь (AISI 304, 316, 321 и др.)
Азот — стандарт де-факто для нержавейки.
Почему именно азот:
- сохраняется содержание хрома в зоне реза → коррозионная стойкость не падает;
- отсутствует оксидный слой и цвета побежалости;
- идеально для пищевого, медицинского, фармацевтического оборудования и архитектурных элементов.
Ограничения:
- толщина обычно до 8–10 мм (на мощных волоконных лазерах 20–30 кВт можно резать до 15–20 мм, но очень дорого);
- расход газа 1500–3000 л/час в зависимости от толщины.
Лайфхак: при резке нержавейки толще 10 мм многие предприятия переходят на технологию High-Pressure Nitrogen + высокую мощность (15–30 кВт).
3. Алюминий и алюминиевые сплавы (АМг, Д16 и др.)
Плюсы азотной резки:
- блестящая серебристая кромка без чёрного налёта оксида алюминия;
- значительно меньше микротрещин за счёт охлаждающего эффекта азота;
- лучше, чем кислород, для большинства конструкционных сплавов.
Минусы и риски:
- высокая отражающая способность → нужен лазер с длиной волны 1 мкм (волоконный или дисковый);
- при неправильных параметрах возможен обратный прожог.
4. Латунь и медь
Особенности:
- азот сильно снижает испарение цинка → меньше токсичных паров;
- кромка чище, чем при резке кислородом;
- всё равно остаётся лёгкое потемнение меди (для декоративных изделий часто нужна механическая полировка).
Важно: обязательна мощная система вентиляции и фильтрации — пары цинка токсичны.
5. Титан и титановые сплавы (ВТ1-0, ВТ6, ВТ22 и др.)
АЗОТ КАТЕГОРИЧЕСКИ ЗАПРЕЩЁН!
Причина: при температуре выше 600–700 °C азот активно реагирует с титаном с образованием нитрида титана TiN и α-слой, насыщенный азотом. Это приводит к:
- резкой потере пластичности;
- появлению трещин;
- хрупкому разрушению при эксплуатации.
Что использовать: только инертные газы — аргон или гелий (чистота 99,999%).
Общие рекомендации по азотной резке в 2026 году
1. Чистота азота
- Сталь и нержавейка: минимум 99,95%
- Алюминий, латунь: 99,99–99,999%
- Чем чище газ — тем светлее и качественнее кромка.
2. Давление
- Тонколистовой металл (1–4 мм): 10–16 бар
- Средние толщины (5–12 мм): 18–25 бар
- Используйте коаксиальные или супersonic-сопла для экономии газа.
3. Источник азота
- Баллоны 200–300 бар — для мелкосерийного производства
- Генераторы PSA или мембранные — окупаются уже при объёме от 500–1000 м реза в месяц.
4. Мощность лазера
Современные волоконные источники 6–30 кВт позволяют резать азотом даже 20-мм нержавейку с приемлемой скоростью.
Вывод
Лазерная резка азотом — это премиум-технология для случаев, когда важна идеальная кромка и сохранение свойств материала. Максимальную выгоду она даёт при обработке:
- нержавеющей стали любой толщины до 15 мм;
- алюминия и его сплавов;
- тонколистовой углеродистой стали для декоративных изделий.
Для толстолистовой углеродистой стали и особенно для титана азот либо неэффективен, либо полностью противопоказан.
Если вам нужно рассчитать стоимость резки тем или иным газом под ваши задачи — присылайте чертежи, укажем точную цену и порекомендуем оптимальный режим.