На производстве бывают ситуации, когда заказчику нужна деталь «ещё вчера», а стандартные сроки производства - это недели или даже месяцы. Именно в такой момент проверяется, насколько поставщик готов брать на себя нестандартные задачи. Этот кейс о том, как мы, компания «Евромеханика», оперативно доработали собственный вал под требования заказчика, когда времени на полный производственный цикл попросту не было.
Исходная ситуация: сроки не ждут
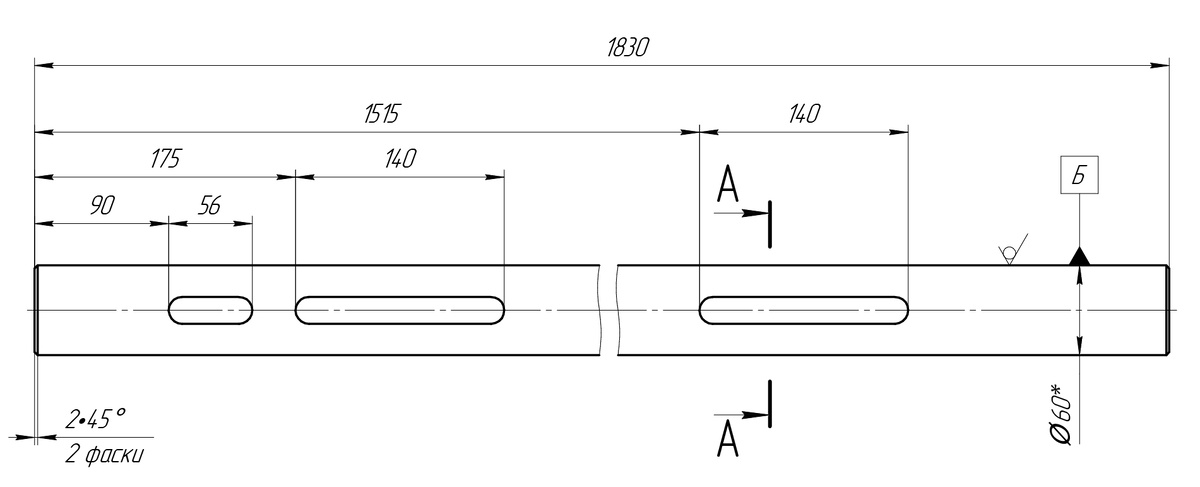
Заказчик обратился к нам с чёткой задачей и жёсткими временными рамками. Ему требовался вал прецизионный TFC (W) - цилиндрический вал диаметром 60 мм и длиной 1830 мм с конкретными требованиями по доработке. Изготовить такое изделие с нуля в рамках стандартного производственного цикла в нужные сроки было нереально: прецизионный вал подобных габаритов - это не та деталь, которую делают за пару дней.
Решение нашлось быстро: у нас на складе находился собственный вал бренда «ЕМТ» с аналогичными базовыми характеристиками. Мы предложили заказчику доработать его под конкретные требования чертежа. Это позволило существенно сократить сроки - вместо длительного производственного цикла заказчик получил готовую деталь за 6 рабочих дней.

Почему этот вал - это одна из самых сложных деталей для доработки
Прежде чем говорить о том, как мы справились с задачей, важно понять, с чем именно пришлось работать. Вал диаметром 60 мм и длиной 1830 мм - это не просто «большая деталь». Это изделие, которое по совокупности характеристик входит в категорию наиболее сложных для механообработки.
Начнём с габаритов и веса. Длинномерный стальной вал такого диаметра имеет значительную массу. Его физическое перемещение, установка на станок, базирование и закрепление уже отдельная производственная задача, требующая соответствующего оборудования и опыта. Не каждый цех располагает станками с достаточным расстоянием между центрами и грузоподъёмной оснасткой для работы с такими деталями.
Далее соотношение длины к диаметру. При L/D ≈ 30 вал представляет собой упругую систему с низкой жёсткостью на изгиб. Под действием сил резания деталь прогибается и если не компенсировать этот прогиб, точность обработки уходит вместе с жёсткостью. Работа с такими деталями требует обязательного применения люнетов, тщательного выбора режимов резания и постоянного контроля геометрии в процессе обработки.
Добавьте к этому прецизионные допуски: посадочный размер 18N9 с полем допуска -0,043 мм, допуск параллельности 0,02 мм, допуск прямолинейности 0,1 мм, общие допуски по ГОСТ 30893.2-2002 класс К. Это не допуски для рядовой детали - это требования, при которых цена ошибки крайне высока. На валу длиной почти два метра выдержать такие параметры значительно сложнее, чем на короткой детали: любая нежёсткость системы, любой тепловой или вибрационный фактор немедленно сказывается на результате.
Наконец, особую сложность представляет сам факт доработки готового изделия. Это не заготовка с запасом металла под обработку - это уже финишная деталь, где каждое лишнее движение инструмента может привести к невосполнимому браку. Права на ошибку нет.
Как мы работали
Работа началась с детального изучения чертежа и технического задания. Требовалось выполнить два вида операций: снять фаски с торцов вала (2×45°, две фаски) и изготовить шпоночные пазы с шириной 18 мм по посадке N9 и глубиной 53 мм (-0,2 мм).
Перед началом обработки вал прошёл обязательный входной контроль: проверка биения, прямолинейности, соответствия базовых размеров чертёжным данным. Только убедившись в том, что исходное изделие находится в норме и доработка технически выполнима, специалисты приступили к работе.
Вал был установлен на станок с применением люнетов без этого при такой длине детали обеспечить необходимую жёсткость системы невозможно. Фаски снимались с обоих торцов с соблюдением угла 45° и симметричности относительно оси. Фрезерование шпоночных пазов выполнялось с контролем размеров на каждом проходе: постепенное снятие металла с промежуточными замерами - единственный способ гарантировать точность на детали, где перебор невозможно исправить.
После завершения всех операций деталь прошла финальный контроль качества: линейные размеры, допуски формы и расположения, визуальный осмотр обработанных поверхностей. Результат подтверждён - вал соответствует всем требованиям чертежа.
Итог: задача выполнена за 6 рабочих дней
Заказчик получил готовую деталь через 6 рабочих дней с момента обращения. Для изделия такой сложности и таких габаритов - это результат, которым мы гордимся. Он стал возможным именно потому, что мы не стали ждать производственного цикла с нуля, а оперативно предложили решение на базе собственного изделия.
Это и есть суть нашего подхода: когда стандартный путь не укладывается в сроки заказчика, мы ищем альтернативу и берём на себя ответственность за результат. Доработка собственного вала «ЕМТ» под требования клиента потребовала не меньше точности и профессионализма, чем полный производственный цикл. Но она дала заказчику то, что было важнее всего - время.
Вывод
Прецизионные длинномерные валы большого диаметра - это одни из наиболее сложных деталей для механообработки. Работа с ними требует специального оборудования, опыта и жёсткого контроля на каждом этапе. Когда к этому добавляется ещё и дефицит времени, то задача становится по-настоящему нетривиальной.
Если вашему производству требуется срочная доработка деталей, механообработка под заказ или решение нестандартных производственных задач - обращайтесь. Разберёмся и найдём выход.