Когда мы обсуждаем с предприятиями стоимость владения оборудованием (станками с ЧПУ), то тема энергопотребления почти всегда вызывает одну из двух реакций.
- Первая: «да там ерунда, не считайте».
- Вторая: «у нас в паспорте/на шильдике написано 30 кВт, значит, 30 кВт в час и потребляет».
И то, и другое - заблуждение, которое может стоить предприятию сотен тысяч, а иногда и миллионов рублей в год.
К сожалению, очень редко когда покупатели оборудования считают реальное энергопотребление до покупки станка. Купили по паспортным характеристикам, поставили, включили… а потом могут удивляться - почему годовая смета по электроэнергии превратилась в значительную (а иногда и отдельную) статью бюджета.
Давайте разбираться, как на самом деле потребляет электричество станок с ЧПУ и почему между «паспортной» и «реальной» цифрой разница может быть значительной (3-5 раз).
Три цифры мощности, которые путают
Первое, с чем нужно разобраться - что вообще написано в паспорте станка. Там обычно есть три значения мощности, и они означают разное.
Номинальная мощность шпинделя - это та цифра, которую обычно и называют «мощность станка». Например, 15 кВт или 22 кВт. Это максимальная механическая мощность на валу шпинделя в продолжительном режиме работы (S1). В кратковременном режиме (S6-40%) или пиковая мощность может быть на 30-50% выше - но не путайте: это не значит, что станок постоянно её потребляет.
Установленная электрическая мощность - суммарная мощность всех электроприводов и потребителей станка. Сюда может входить:
- шпиндель + сервоприводы осей (3-4 шт. по 1,5-4 кВт каждый)
- гидростанция (1,5-3 кВт)
- насос СОЖ (1,5-5,5 кВт)
- чиллер шпинделя (1,5-3 кВт)
- насос смазки
- транспортёр стружки
- кондиционер шкафа УЧПУ
- освещение
- сама стойка ЧПУ
Для станка со шпинделем 22 кВт установленная мощность обычно составляет около 35-45 кВт.
Реально потребляемая мощность - это то, что вы фактически платите по счётчику. И эта цифра - самая важная и самая «скользкая». Она зависит от десятков факторов и обычно составляет всего 30-50% от установленной мощности при нормальной серийной работе.
Когда продавец станков говорит «у нашего станка низкое энергопотребление», уточните что именно он имеет в виду... Девять из десяти не смогут ответить внятно.
Из чего реально складывается энергопотребление за смену
Чтобы понять, сколько вы будете платить по счётчику, нужно разложить станок на потребителей и понять, как часто и в каком режиме каждый из них работает.
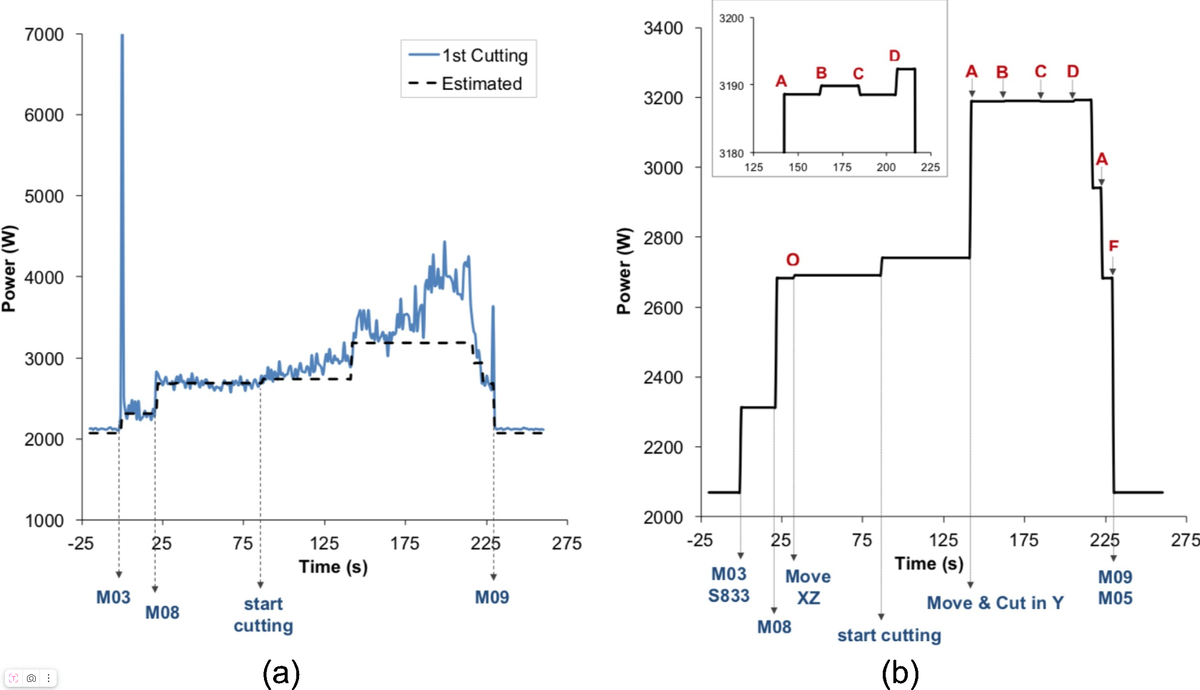
1. Главный привод (шпиндель) - самый мощный потребитель. Единственный нюанс - работает он не на номинале:
- Чистовая обработка алюминия концевой фрезой Ø10-16 мм: всего 15-25% от номинала
- Получистовая стали корпусной фрезой Ø32 мм: 40-60%
- Черновое фрезерование стали 45 фрезой Ø80 мм: 70-95%
- Сверление, нарезание резьбы метчиком: 20-50%
- Холостые перемещения, смена инструмента: 0,5-1,5 кВт
При обработке корпусных деталей из стали средняя загрузка шпинделя за смену - около 40-45% от номинала. То есть 22-киловаттный шпиндель в среднем «ест» только 9-10 кВт.
2. Сервоприводы осей X, Y, Z - на холостых перемещениях ~0,3-0,6 кВт суммарно, на рабочих подачах 0,8-2,5 кВт, при тяжёлом черновом фрезеровании могут вытягивать до 4-6 кВт.
3. Гидростанция - работает циклически, среднее потребление 0,8-1,8 кВт.
4. Насос СОЖ низкого давления - 1,5-2,2 кВт, постоянно во время резания.
5. Насос СОЖ высокого давления (через шпиндель, 20-70 бар) - добавляет ещё 4-7,5 кВт. Это критичный момент: если вы планируете работать с глубоким сверлением, обработкой нержавейки или титана, то без подачи СОЖ через шпиндель не обойтись, и эту нагрузку нужно учитывать.
6. Чиллер шпинделя - постоянно работающий потребитель, который часто упускают из расчёта: 1,2-2,5 кВт в рабочем режиме, до 3-4 кВт при высоких оборотах / нагрузке.
7. Транспортёр стружки - 0,18-0,75 кВт.
8. Система смазки направляющих - 0,1-0,3 кВт импульсно.
9. УЧПУ, экран, шкаф управления, кондиционер шкафа, освещение зоны обработки - суммарно 0,8-1,5 кВт постоянно, пока станок включён.
Расчёт за смену для типового вертикального фрезерного обрабатывающего центра
Возьмём вертикальный фрезерный обрабатывающий центр со шпинделем 22 кВт, установленной мощностью 40 кВт, при двухсменной работе по 8 часов на серийном производстве стальных корпусных деталей.
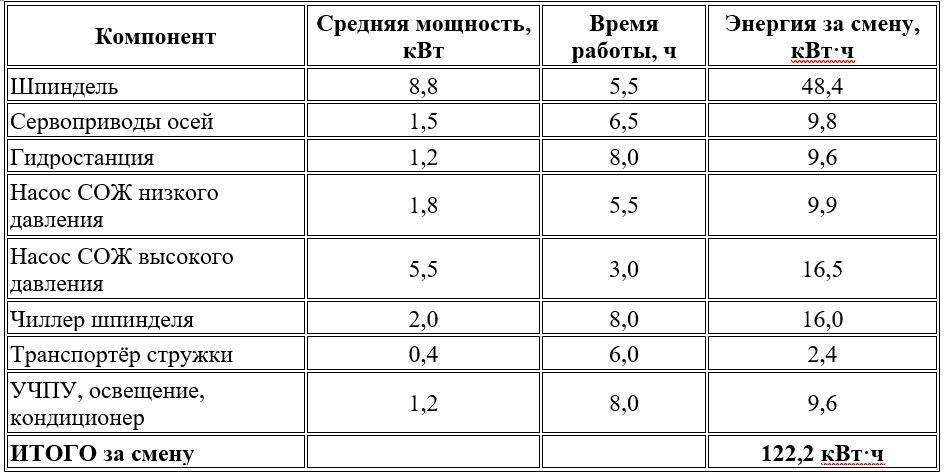
При двухсменной работе: 244 кВт·ч в сутки.
За 250 рабочих дней: 61 000 кВт·ч в год.
При тарифе для среднего предприятия 9,2 руб./кВт·ч это 561 200 руб. в год только за электричество одного станка.
За 5 лет с учётом ежегодного роста тарифов на 7-8%: около 3,3 млн рублей, а на горизонте 7 лет: уже более 5 миллионов.
И это один станок. Если у вас в парке 8-10 единиц обрабатывающих центров, то просто умножайте.
Что критично влияет на реальную цифру
Между двумя одинаковыми по паспортным характеристикам станками разница в энергопотреблении может составлять 20-30%. И вот что эту разницу формирует.
1. КПД главного привода. У современных станков с асинхронным шпинделем и инверторным управлением КПД 0,82-0,88. У синхронного шпинделя: 0,90-0,94. Разница в 5-8% за 5 лет: это сотни тысяч рублей.
2. Энергосберегающие функции УЧПУ. Современные системы (Fanuc 0i-MF, Siemens 840D sl, Heidenhain TNC 640, Mitsubishi M800) умеют отключать неиспользуемые потребители при простоях больше определённого времени: насосы СОЖ, гидростанцию, освещение, переводить чиллер в режим ожидания. Экономия 12-18% годового потребления. На бюджетных станках с УЧПУ типа GSK или KND этой функции часто нет вообще или она не настроена.
3. Рекуперация энергии торможения. Премиум-станки возвращают энергию торможения массивного шпинделя в сеть экономия 5-10%. Бюджетные просто рассеивают эту энергию на тормозных резисторах в виде тепла, что ещё и нагружает кондиционер цеха летом.
4. Состояние оборудования. Изношенные подшипники шпинделя и направляющие, грязные фильтры СОЖ: всё это увеличивает потребление на 8-20%. Станок после 5 лет эксплуатации без нормального ТО реально потребляет на 15-25% больше нового!
5. Загрузка станка. Этот фактор работает необычно: при низкой загрузке (когда станок работает меньше) удельный расход электроэнергии на час работы будет выше, потому что постоянные потребители (УЧПУ, кондиционер, освещение, чиллер) работают всё время, пока станок включён. Поэтому простаивающий дорогой станок - это двойной убыток: и недополученная маржа, и переплата за электричество относительно полезной работы.
Маленькие потребители, которые добавляют расход
Помимо самого станка, есть «инфраструктурное» энергопотребление, которое почти всегда забывают учесть (если считают):
1. Компрессорная. Современный станок с ЧПУ потребляет 400-800 л/мин сжатого воздуха при давлении 8 бар (пневмозажим, обдув, измерительные датчики, очистку). Это нагрузка на компрессорную с КПД 5-7 кВт электроэнергии на 1 кВт пневматической мощности. Для одного станка это ещё 2-4 кВт «фонового» потребления
2. Вентиляция и аспирация. Если стоит система удаления масляного тумана - это ещё 1,5-3 кВт постоянно работающего вентилятора.
3. Кондиционирование цеха. Каждый кВт потерь шпинделя, серводвигателей, гидравлики и тормозных резисторов превращается в тепло, которое летом надо удалять кондиционером. Грубое правило: на каждые 10 кВт потребления станка прибавляйте 2-3 кВт на кондиционирование в жаркий период.
В сумме, инфраструктурное потребление добавляет к расходу станка ещё 15-20%. И это реальные деньги, которые приходят в счёте на оплату…
Что все это значит для выбора станка
Когда вы сравниваете два станка и видите в КП разницу в цене, скажем, 2 млн рублей, то обязательно посчитайте, не съест ли «более дешёвый» вариант эту разницу через повышенное энергопотребление!
Реальный пример: разница в годовом потреблении между премиум-станком и бюджетным аналогом со шпинделем 22 кВт может составлять 12.000-16.000 кВт·ч в год, или 110-150 тыс. руб./год. За 5 лет это 700 тыс. - 1 млн рублей, а за 7 лет – это уже около 1,5 млн. А этого уже вполне достаточно, чтобы серьёзно скорректировать решение о покупке...
И ещё один важный момент: при росте тарифов на электроэнергию 7-9% в год (тренд последних лет, который, скорее всего, продолжится) экономия от энергоэффективного станка с каждым годом становится больше. То, что сегодня даёт разницу в 100 тыс. рублей, через 5 лет будет давать 150-170 тыс. Помните об этом, когда будете делать выбор.
Считайте свои показатели
Все приведённые в статье формулы и коэффициенты - это методика. Применять её вручную в Excel - занятие на полдня и с вероятностью ошибки в формулах. Гораздо проще загнать свои параметры в калькулятор и получить готовый расчёт.
Мы сделали Калькулятор энергопотребления станка с ЧПУ именно для этих задач. В него можно ввести:
- мощность шпинделя и установленную мощность станка
- режим работы (одна/две/три смены, рабочих дней в году)
- средний коэффициент загрузки шпинделя
- свой тариф на электричество
- параметры дополнительных потребителей (СОЖ высокого давления, чиллер и т.д.)
И получить расчёт суточного, месячного и годового потребления с разбивкой!
👉 Калькулятор энергопотребления станка с ЧПУ на сайте СТАНКОВЕД
Очень рекомендую посчитать до покупки станка, а НЕ ПОСЛЕ! Цифры часто оказываются неожиданными даже для опытных технических специалистов.
И помните: электричество - это та строка в смете, которая никогда не уменьшается. Она только растет. Каждый процент энергоэффективности станка, заложенный при покупке, работает на вас все годы эксплуатации. Если сэкономили на покупке энергоэффективной модели - будете доплачивать в счетах за электричество ежемесячно следующие годы…
Если нужна персональная консультация по подбору энергоэффективных станков с ЧПУ - пишите, не стесняйтесь. Поможем разобраться и сделать правильный выбор - без аффилированности с конкретными поставщиками и производителями!