Вы когда-нибудь держали в руках пластиковый корпус телефона, крышку от шампуня или деталь автомобильной приборки? Почти наверняка она была сделана на термопластавтомате. Это один из самых распространённых станков в современном производстве, и один из самых требовательных к точности.
Сравнение эксплуатации датчиков серии MSI-LWH, MSI-P и MSI-PB
Что такое термопластавтомат и как он работает
Термопластавтомат (сокращённо — ТПА) — это машина, которая буквально лепит пластиковые детали под давлением. Принцип простой: гранулы пластика плавятся, расплав впрыскивается в металлическую пресс-форму, охлаждается и на выходе готовая деталь нужной формы.
Звучит несложно. Но, как всегда, все кроется в деталях.
Давление при впрыске может достигать сотен атмосфер. Цикл повторяется каждые несколько секунд, сутками напролёт. При этом подвижные части станка должны двигаться строго туда, куда нужно, без отклонений в доли миллиметра.
Машины выпускаются в трёх исполнениях:
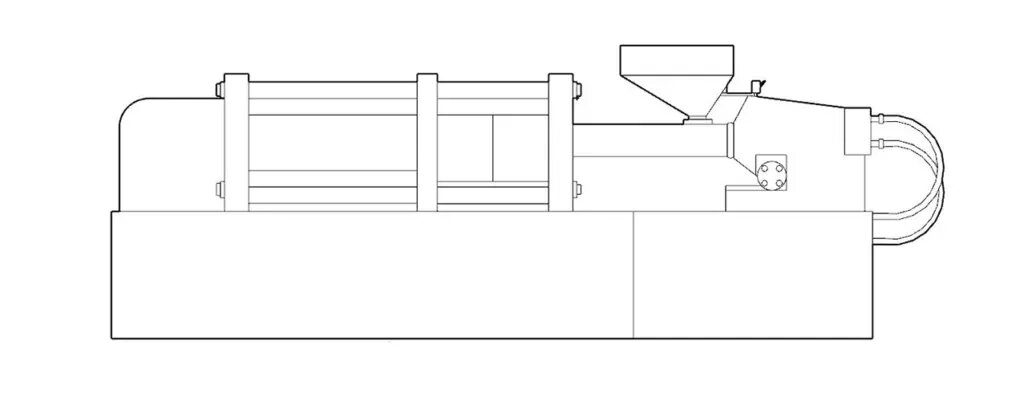
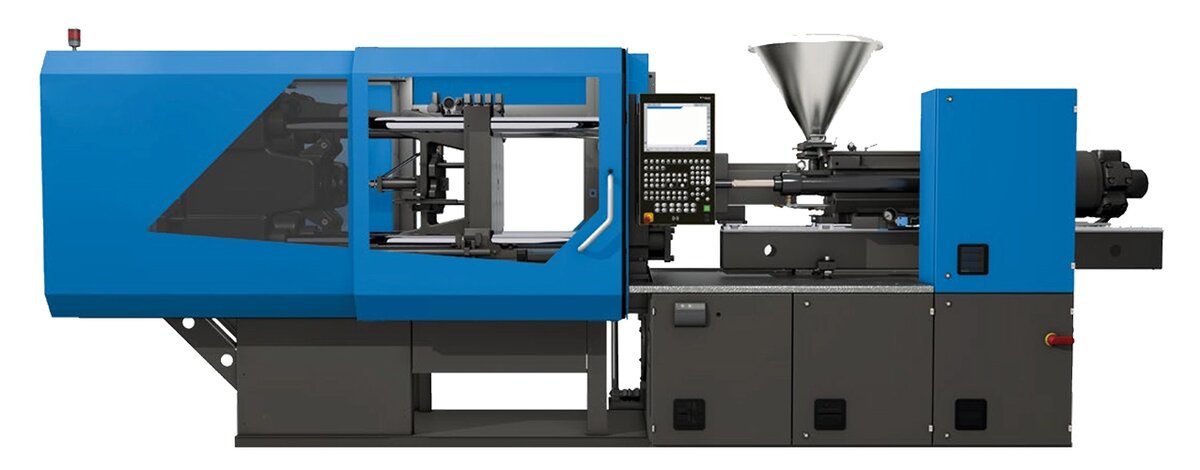
Горизонтальные — самые распространённые, высокопроизводительные, с вертикальным разъёмом формы и горизонтальным впрыском.
Вертикальные — для небольших деталей, в том числе с металлической арматурой внутри.
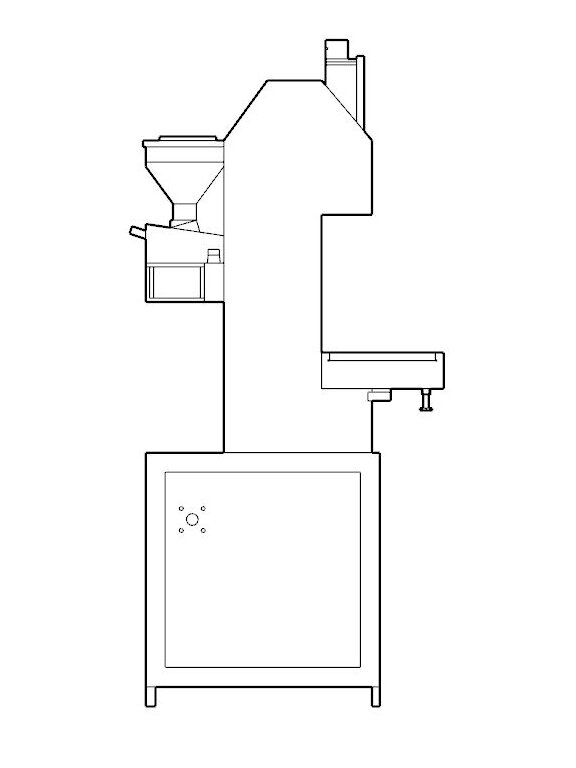

Угловые — для крупногабаритных и сложных изделий, которые нельзя сделать на обычном станке.
Из чего состоит ТПА
Любой термопластавтомат — это пять больших блоков:
- Станина — несущая основа всей конструкции.
- Узел смыкания — три плиты (неподвижная, подвижная и задняя), которые зажимают пресс-форму перед впрыском.
- Узел впрыска — шнек, материальный цилиндр, нагреватели. Здесь пластик плавится и подаётся в форму.
- Гидравлическая система — насосы, клапаны, цилиндры, сервопривод.
- Электрическая система — контроллер, панель управления, датчики.
Последний пункт — ключевой. Именно датчики «говорят» контроллеру, где находятся подвижные части станка в каждый момент времени.
Три точки, за которыми следят датчики
В ТПА датчики линейных перемещений работают на трёх осях:
- Впрыск — контроль положения шнека при подаче расплава.
- Управление инжектором — отслеживание каретки узла впрыска.
- Смыкание формы — мониторинг движения подвижной плиты.
Последнее особенно важно. Пресс-форма — дорогостоящий инструмент, который стоит десятки, а иногда и сотни тысяч рублей. Если форма начнёт закрываться с отклонением — она просто сломается. Датчик замечает малейшее отклонение ещё до того, как произойдёт удар, и машина успевает остановиться.
Если датчик передаёт некорректные данные — контроллер либо выдаёт ошибку, либо даёт неправильные команды. Результат: брак, остановка производства, поломка оснастки.
Два типа датчиков: в чём разница
Потенциометрический датчик
Работает по принципу переменного резистора: ползунок движется по резистивной дорожке — контроллер считывает напряжение и понимает, где находится деталь.
Плюсы:
- Простая конструкция
- Компактный и лёгкий
- Хорошо работает в условиях электромагнитных помех
- Доступная цена
Минусы:
- Ползунок со временем изнашивается
- Появляются «плавающие» показания или полная потеря сигнала
- Подогнуть усики — не решение, датчик придётся менять
Потенциометрический датчик — разумный выбор, если станок не работает в режиме высоких нагрузок, а замена датчика не требует длительного простоя линии.
Магнитострикционный датчик
Бесконтактная технология: положение определяется по времени распространения ультразвукового импульса в волноводе. Никакого физического контакта — никакого износа.
Полная совместимость с каретками Balluff:
Плюсы:
- Абсолютное измерение положения — без дрейфа и обнуления
- Не изнашивается физически
- Высокая точность и повторяемость
- Не требует технического обслуживания
- Долгий срок службы
Минусы:
- При температурах выше 85°C точность снижается из-за теплового расширения материалов
- Рядом с мощными индуктивными нагрузками возможны ложные сигналы
- Цена выше, чем у потенциометрических аналогов
Важная оговорка: оба минуса в условиях ТПА, как правило, неактуальны — там нет таких температур и магнитных полей. Так что на практике магнитострикционный датчик просто лучше.
Когда пора менять датчик
Признаки того, что датчик «умирает»:
- Нестабильные показания, которые скачут без видимой причины
- Ошибки контроллера при штатной работе
- Брак на выходе при правильных настройках техпроцесса
- Периодическая потеря сигнала
Попытки «починить» потенциометрический датчик подгибанием контактов дают результат в лучшем случае на несколько дней. Рациональное решение — сразу заменить датчик и провести калибровку.
Что в итоге выбрать
Вывод простой: если станок работает в несколько смен с коротким временем цикла магнитострикция окупается за счёт отсутствия простоев и стабильного качества продукции. Если нагрузки умеренные и замена датчика не критична по времени — потенциометрический вариант вполне справится.
Точность в литье под давлением — это конкретные миллисекунды и доли миллиметра, от которых зависит, выйдет ли деталь годной или отправится в брак. Датчик линейного перемещения в этой цепочке, небольшая, но совершенно незаменимая деталь.