Брусчатка, будь то из бетона или натурального камня, является одним из самых популярных материалов для мощения дорожек, площадок и проезжих частей. Долговечность и эстетическая привлекательность покрытия напрямую зависят от соблюдения всех тонкостей технологических процессов как при производстве самого материала, так и при его укладке. В данном руководстве детально рассмотрены все этапы, от добычи сырья до финального заполнения швов.
1. Производство бетонной брусчатки
Бетонную брусчатку производят двумя основными методами: вибропрессованием и вибролитьем. Выбор технологии влияет на эксплуатационные характеристики, внешний вид и стоимость готовой продукции.
1.1. Метод вибропрессования
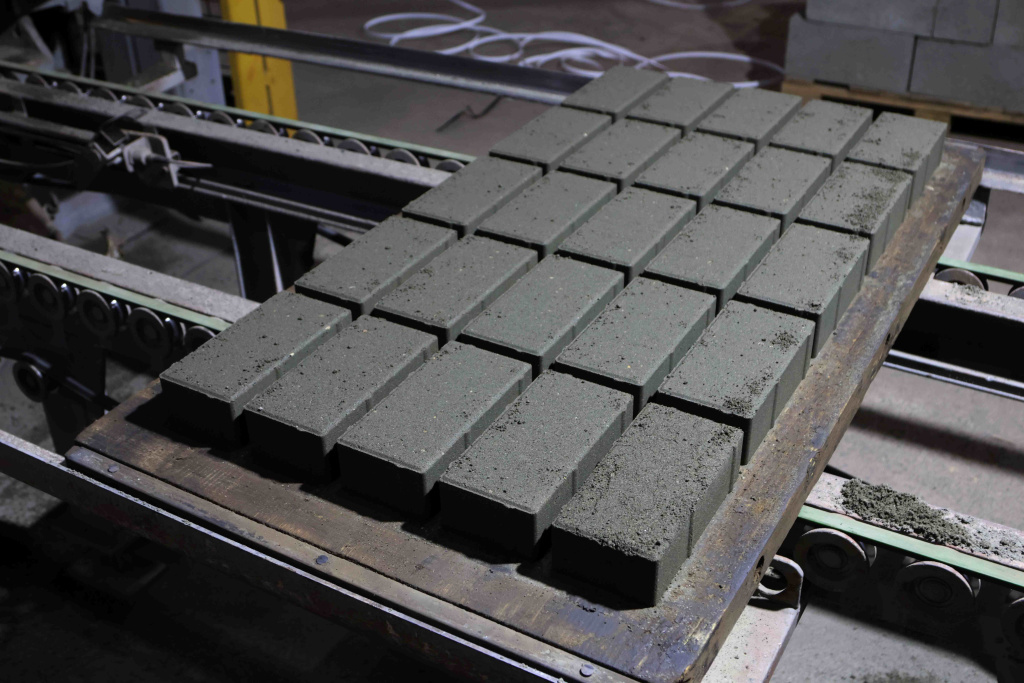
Этот метод характеризуется высокой производительностью и степенью автоматизации, что позволяет получать изделия с точными геометрическими размерами и высокой прочностью (М200-М400).
Процесс идеально подходит для производства брусчатки, предназначенной для участков с высокими нагрузками, включая автомобильные парковки.
Пошаговый технологический процесс:
- Подготовка и дозирование сырья: Основными компонентами являются цемент (марки М500), заполнители (песок фракции до 2,5 мм и щебень фракции 5-10 мм), вода, пластификаторы и красящие пигменты. Все компоненты дозируются в строгом соответствии с рецептурой и загружаются в бетоносмеситель принудительного типа, который обеспечивает приготовление жесткой бетонной смеси с низким водоцементным соотношением.
- Формование и уплотнение: Готовая бетонная смесь подается в матрицу (пресс-форму), установленную на вибрирующей станине вибропресса.
Сверху на смесь опускается пуансон, который также вибрирует и одновременно оказывает давление (15–30 кН).
Сочетание вибрации и давления позволяет максимально уплотнить смесь, удаляя из нее пустоты и излишки воздуха.
Весь цикл формования занимает всего несколько секунд.
- Тепловлажностная обработка (пропарка): После формования изделия на технологических поддонах перемещаются в специальные камеры. Здесь брусчатка подвергается обработке паром при температуре 80-100°C в течение 8-12 часов.
Эта процедура значительно ускоряет процесс набора прочности бетоном (до 70% от марочной прочности), улучшает его морозостойкость и водонепроницаемость.
- Распалубка и паллетирование: По завершении тепловлажностной обработки поддоны с готовыми изделиями подаются на участок распалубки. Пуансон поднимается, и готовая брусчатка остается на поддоне.
Затем изделия снимаются с поддонов и укладываются на транспортные паллеты, как правило, высотой не более 1.2 метра. Стопка обматывается стрейч-пленкой и стягивается полипропиленовой лентой для обеспечения сохранности при транспортировке.

Особенности производства двухцветной брусчатки «КолорМикс»:
Технология «КолорМикс» (ColorMix) позволяет получать брусчатку с уникальным, неповторяющимся рисунком путем смешивания двух и более цветов в лицевом слое.
- Приготовление смесей: Готовятся две или более бетонные смеси разных цветов.
- Двухслойное формование: В матрицу вибропресса сначала загружается основной, неокрашенный слой из крупного заполнителя.
Затем, с помощью специальной системы подачи, на основной слой укладывается лицевой слой, состоящий из смеси разноцветных бетонов.
Специальное оборудование обеспечивает частичное перемешивание пигментированных смесей, создавая плавные переходы и уникальные цветовые комбинации на поверхности каждой плитки.
1.2. Метод вибролитья
Этот метод менее автоматизирован и более трудоемок, но позволяет получать брусчатку с гладкой, глянцевой поверхностью и большим разнообразием форм и фактур.
Пошаговый технологический процесс:
- Подготовка сырья и форм: Используются пластичные бетонные смеси с добавлением пластификаторов, которые улучшают качество поверхности. Для цветной брусчатки применяют пигменты.
Часто используется двухслойная заливка: первый, фактурный слой с красителем, и второй, основной, для придания прочности и толщины.
Пластиковые формы перед заливкой очищают и смазывают специальным составом (эмульсолом) для облегчения последующей распалубки.
- Формование и уплотнение: Подготовленные пластиковые формы устанавливают на вибростол.
Формы заполняют бетонной смесью и включают вибрацию. Под действием вибрации смесь уплотняется, и из нее выходит лишний воздух.
- Твердение: Заполненные формы снимают с вибростола и перемещают на стеллажи для сушки.
Процесс твердения бетона в естественных условиях занимает около 48 часов.
- Распалубка: Для извлечения готовых изделий формы часто нагревают в водяной ванне до 60-70°C в течение не более 2 минут.
Это позволяет пластику расшириться и облегчает выход изделия без повреждений.
После этого брусчатку выбивают из форм на распалубочном столе.
- Паллетирование: Готовую продукцию сортируют по цвету и форме, после чего укладывают на паллеты, обматывают пленкой и стягивают лентой.
2. Производство брусчатки из натурального камня
Брусчатка из натурального камня (гранит, габбро-диабаз, песчаник) отличается высочайшей прочностью, долговечностью и уникальной природной эстетикой.
Пошаговый технологический процесс:
- Добыча блоков в карьере: Монолитные блоки горной породы добывают в карьерах. Существует несколько методов, включая буровзрывной, метод воздушной подушки, и камнерезный (алмазно-канатное пиление), который является наиболее щадящим и позволяет избежать появления микротрещин в породе.
- Распиловка: Добытые блоки доставляют в цех, где их распиливают на слэбы (плиты) необходимой толщины с помощью станков с алмазными дисками или канатными пилами.
- Колка: Для получения колотой брусчатки слэбы или заготовки раскалывают на гидравлических прессах. Этот метод создает изделия с естественной, неровной поверхностью.
Существует также пилено-колотая брусчатка, у которой часть сторон пиленые, а часть — колотые.
- Галтовка (при необходимости): Для скругления острых граней и придания брусчатке "состаренного" вида ее помещают в галтовочный барабан — специальную вращающуюся емкость, где камни трутся друг о друга и абразивные материалы.
- Термообработка (для гранита): Для придания поверхности шероховатости и противоскользящих свойств пиленую брусчатку подвергают термообработке. Поверхность камня обжигается газовой горелкой высокой температуры, что приводит к выкрашиванию некоторых минералов и созданию шероховатой фактуры.
- Производство брусчатки из песчаника: Крупные куски песчаника также распиливают на заготовки нужного размера.
Благодаря своей слоистой структуре, песчаник легко поддается обработке.
3. Пошаговый процесс укладки брусчатки
Правильная укладка — залог долговечности мощеного покрытия. Технология включает в себя подготовку прочного основания, установку бордюров и грамотное заполнение швов.
3.1. Подготовка основания («дорожного пирога»)
Основание распределяет нагрузку и предотвращает деформацию покрытия. Его структура зависит от предполагаемых нагрузок.
Для пешеходных дорожек:
- Разметка и выемка грунта: Территорию размечают с помощью колышков и шнура.
Вынимают грунт на глубину 25-30 см.
Дну котлована придают уклон 1-2% для стока воды.
- Укладка геотекстиля: На дно укладывается геотекстиль, который предотвращает смешивание слоев и прорастание сорняков.
- Создание несущего слоя: Насыпают слой щебня фракции 20-40 мм толщиной 10-15 см и тщательно трамбуют виброплитой.
- Создание подстилающего слоя: Поверх щебня насыпают слой крупнозернистого песка или отсева (гарцовки) толщиной 3-5 см, который также выравнивают и уплотняют.
Для площадок под легковой автомобиль:
Основание под автомобильную нагрузку требует большей прочности.
- Выемка грунта: Глубина котлована увеличивается до 40-50 см.
- Усиленный несущий слой: Толщина слоя щебня увеличивается до 20-30 см.
Часто используют два слоя щебня: сначала крупной фракции (20-40 мм), затем более мелкой (5-20 мм) для расклинцовки.
Каждый слой тщательно трамбуется.
- Подстилающий слой: В качестве подстилающего слоя рекомендуется использовать сухую цементно-песчаную смесь (гарцовку) в пропорции от 5:1 до 3:1 (песок:цемент) толщиной 3-5 см.
- Бетонное основание (альтернативный вариант): Для максимальной прочности на участках с интенсивным движением или на сложных грунтах устраивают армированное бетонное основание толщиной 10-15 см.
Брусчатку в этом случае укладывают на тонкий слой песчано-цементной смеси или специальный клей.
3.2. Установка бордюров
Бордюры обрамляют мощеную площадку, предотвращая "расползание" брусчатки и придавая покрытию законченный вид.
- Рытье траншеи: Вдоль разметки выкапывают траншею необходимой глубины и ширины.
- Подготовка основания: На дно траншеи укладывают геотекстиль, затем насыпают слой песка и щебня, которые трамбуют.
- Установка на бетонный замок: Бордюрные камни устанавливаются на слой густого бетонного раствора, выравниваются по высоте и направлению с помощью резиновой киянки и уровня.
С обеих сторон бордюр укрепляется бетонным "замком".
3.3. Укладка брусчатки и заполнение швов
- Укладка: Мощение начинают от бордюра или от уже уложенного ряда. Элементы брусчатки укладывают на подготовленный подстилающий слой, оставляя между ними зазоры 3-5 мм.
Каждый элемент подбивают резиновой киянкой для выравнивания.
- Трамбовка: После укладки всей поверхности ее необходимо уплотнить с помощью виброплиты с резиновым ковриком, чтобы не повредить лицевую сторону брусчатки.
- Заполнение швов: Это завершающий и очень важный этап.
Швы предотвращают смещение плиток и защищают от сколов.
- Чем заполнять: Для большинства видов брусчатки швы заполняют просеянным сухим речным песком или специальными модифицированными смесями.
Для брусчатки, уложенной на бетонное основание, могут применяться специальные затирочные составы на цементной основе.
- Технология: Сухая смесь рассыпается по поверхности и равномерно распределяется щеткой, заполняя все швы.
Затем поверхность тщательно проливается водой из лейки или шланга с распылителем.
Вода уплотняет песок в швах. Процедуру при необходимости повторяют через некоторое время, чтобы швы были заполнены доверху.
Технологии производства и укладки брусчатки: от бетона до натурального камня
Брусчатка, будь то из бетона или натурального камня, является одним из самых популярных материалов для мощения дорог, тротуаров и площадей. Долговечность и эстетика покрытия напрямую зависят от качества материалов и соблюдения технологий на всех этапах — от производства до укладки. Ниже представлено детальное пошаговое описание этих процессов.
1. Производство бетонной брусчатки
Бетонную брусчатку изготавливают преимущественно двумя методами: вибропрессованием и вибролитьем. Выбор технологии влияет на эксплуатационные характеристики, внешний вид и стоимость конечного продукта.
Метод вибропрессования: прочность и геометрия
Этот метод используется для массового производства высокопрочной брусчатки со строгой геометрией и шероховатой, нескользкой поверхностью.
Процесс полностью автоматизирован, что минимизирует человеческий фактор.
Пошаговый технологический процесс:
- Подготовка и дозирование сырья:
- Компоненты: Используется портландцемент марки М500, промытый песок, гранитный щебень или отсев мелких фракций (5-10 мм), вода, неорганические пигменты для придания цвета и химические добавки (пластификаторы, гидрофобизаторы) для улучшения характеристик.
- Дозирование: Все компоненты точно дозируются согласно рецептуре в автоматическом режиме. Для изготовления используется полусухая бетонная смесь с низким водоцементным соотношением (0,25-0,35), что обеспечивает высокую прочность и морозостойкость.
- Приготовление бетонной смеси: Компоненты загружаются в бетоносмеситель принудительного действия и тщательно перемешиваются до получения однородной массы.
- Формование и уплотнение:
- Готовая полусухая смесь подается в матрицу (пресс-форму), установленную на вибропрессе.
- Сверху на смесь с большой силой опускается пуансон (ответная часть матрицы), который одновременно с вибрацией станины пресса уплотняет бетон.
Это двойное воздействие позволяет достичь максимальной плотности изделий и отсутствия пустот.
- Распалубка и паллетирование: Сразу после уплотнения матрица и пуансон поднимаются, а свежеотформованная брусчатка остается на технологическом поддоне.
Затем поддоны с продукцией автоматически штабелируются и перемещаются в камеру для дальнейшей обработки.
- Тепловлажностная обработка (ТВО): Для ускорения набора прочности брусчатка подвергается пропарке в специальных камерах. Изделия выдерживаются в среде с высокой влажностью и температурой (до 80-100°C) в течение 8-12 часов.
Этот этап позволяет бетону набрать до 70% своей марочной прочности за короткий срок.
- Упаковка: После ТВО и остывания брусчатка готова к упаковке. Роботизированные манипуляторы снимают плитку с поддонов и укладывают на транспортные паллеты, обтягивая стрейч-пленкой для безопасной транспортировки.
Особенности производства двухцветной брусчатки «КолорМикс»
Технология «КолорМикс» (ColorMix) позволяет получать брусчатку с плавными переходами нескольких цветов, имитирующую натуральные материалы.
Это достигается путем одновременной подачи в матрицу двух или более бетонных смесей разного цвета.
Специальное оборудование позволяет смешивать цвета непосредственно в процессе формования, создавая уникальный, неповторяющийся рисунок на лицевой поверхности каждого изделия.
Часто для экономии пигмента окрашивается только верхний, лицевой слой брусчатки.
Метод вибролитья: разнообразие форм и фактур
Этот метод более трудоемкий, но позволяет получать брусчатку с гладкой, глянцевой поверхностью и большим разнообразием форм.
Пошаговый технологический процесс:
- Подготовка сырья: Используются те же компоненты, что и при вибропрессовании, но бетонная смесь готовится более подвижной, с высоким водоцементным соотношением.
Для придания прочности лицевому слою в него добавляют специальные модификаторы и пластификаторы.
- Приготовление бетонной смеси: В бетономесителе готовят пластичный бетонный раствор. При изготовлении двухслойной плитки отдельно готовится цветной раствор для лицевого слоя и неокрашенный для основного.
- Формование и уплотнение:
- Пластиковые формы устанавливаются на вибростол.
- В формы заливается бетонный раствор (сначала лицевой слой 1-2 см, затем основной).
- Включается вибрация, под действием которой бетон уплотняется, и из него выходит воздух.
- Твердение: Формы с бетоном снимают с вибростола и перемещают на стеллажи для набора прочности. Процесс твердения в естественных условиях занимает около 48 часов.
Для сохранения влаги формы часто накрывают пленкой.
- Распалубка: После набора достаточной прочности изделия извлекают из форм. Для облегчения процесса формы могут предварительно нагревать в ваннах с горячей водой.
- Упаковка: Готовая продукция складируется на поддоны.
2. Производство брусчатки из натурального камня
Брусчатка из натурального камня (гранит, габбро-диабаз, песчаник) отличается высочайшей прочностью, долговечностью и уникальной природной эстетикой.
Пошаговый технологический процесс:
- Добыча блоков в карьере: В зависимости от типа породы и состояния месторождения применяют разные методы добычи. Буровзрывной метод является наиболее производительным, но может приводить к образованию микротрещин в камне. Более щадящие методы — с применением воздушной подушки, камнерезных машин или гидравлических клиньев — позволяют получать блоки более высокого качества.
- Распиловка блоков: Крупные каменные блоки доставляются в цех, где их распиливают на слэбы (плиты) заданной толщины с помощью больших станков с алмазными дисками или канатными пилами.
- Форматирование брусчатки:
- Колотая брусчатка: Слэбы раскалывают на отдельные бруски с помощью гидравлических прессов. В результате получается брусчатка с неровными, «рваными» гранями, что придает ей естественный вид.
- Пиленая брусчатка: Слэбы распиливают на бруски с идеально ровными гранями. Такая брусчатка подходит для создания строгих геометрических рисунков и обеспечивает минимальную ширину швов.
- Пилено-колотая брусчатка: Комбинированный вариант, где боковые грани пиленые, а верхняя и нижняя — колотые.
- Конечная обработка:
- Галтовка: Для получения брусчатки с округлыми, сглаженными краями (эффект «старины») ее помещают в специальный барабан (галтовочную машину), где камни истираются друг о друга.
- Термообработка: Лицевую поверхность пиленой брусчатки обрабатывают газовой горелкой. Из-за резкого нагрева верхний слой камня шелушится, создавая шероховатую, нескользящую фактуру и проявляя цвет и структуру породы.
3. Пошаговый процесс укладки брусчатки
Правильная укладка — залог долговечности мощеного покрытия. Ключевую роль играет подготовка основания, или «дорожного пирога».
Пошаговый процесс:
- Разметка и выемка грунта: Территорию размечают с помощью колышков и шнура.
Производится выемка грунта на глубину, зависящую от предполагаемой нагрузки. Для пешеходных дорожек достаточно 20-30 см, для автомобильных площадок — 40-50 см.
Дну котлована придается уклон (1-2 см на метр) для стока воды.
2. Установка бордюров:
- По периметру размеченной площадки выкапывается траншея.
- Дно траншеи отсыпается щебнем и уплотняется.
- На цементный раствор устанавливаются бордюрные камни, которые выравниваются по высоте и уровню с помощью резиновой киянки.
Бордюр выполняет роль опалубки, фиксируя края мощения и предотвращая его «расползание».
К укладке брусчатки приступают через 1-3 дня, после схватывания раствора.
3. Подготовка основания («дорожного пирога»):
- Пешеходные дорожки: На уплотненное дно котлована укладывается геотекстиль, который предотвращает смешивание слоев и рост сорняков.
Затем насыпается слой щебня (10-15 см) и слой песка или песчано-цементной смеси (5-10 см). Каждый слой тщательно трамбуется виброплитой.
- Площадки под автомобиль: Основание делается более мощным. Толщина слоя щебня увеличивается до 20-30 см, и он укладывается в несколько слоев разной фракции.
Для максимальной прочности брусчатку можно укладывать на бетонное основание с армированием.
4. Укладка брусчатки: Мощение ведется от себя, начиная от бордюра, чтобы не нарушать подготовленное основание.
Плитки укладываются на выровненный верхний слой с небольшими зазорами (3-5 мм), а их положение корректируется резиновой киянкой.
5.Заполнение швов:
- После укладки всей брусчатки ее поверхность трамбуется виброплитой с резиновой накладкой для финишного выравнивания.
- Швы между плитками равномерно просыпаются сухим мытым речным песком или специальной модифицированной смесью.
- Излишки смеси сметаются, а замощенная поверхность обильно проливается водой из лейки или шланга с распылителем. Вода уплотняет песок в швах.
- После высыхания процедуру повторяют, чтобы швы были заполнены доверху.
Правильно заполненные швы обеспечивают совместную работу элементов покрытия под нагрузкой и защищают их от сколов.