
Вы когда-нибудь наблюдали, как ленточная пила «гуляет» по металлу, уходит в сторону или оставляет на торце заготовки ступеньку? Самая частая причина этого — неправильно настроенные направляющие.
Многие операторы считают направляющие «простыми роликами, которые держат ленту». На самом деле это высокоточный узел, от которого на 70% зависит прямолинейность реза и ресурс полотна.
Давайте разберемся, как превратить ваш станок из источника брака в инструмент ювелирной точности.
Почему направляющие так важны? Короткая теория
Представьте, что ленточное полотно — это струна. Без поддержки она будет вибрировать, изгибаться и уходить в сторону. Направляющие выполняют три критических функции:
- Фиксация положения полотна относительно направления реза.
- Гашение вибраций, которые разрушают зубья и портят поверхность.
- Снижение кручения — лента стремится закрутиться в спираль, а направляющие держат её плоскость.
Если направляющие настроены неправильно, полотно работает в экстремальных условиях. Результат — косой рез, быстрый износ ленты и её разрыв.
Инструменты, которые вам понадобятся
Прежде чем приступить к настройке, подготовьте:
- Шестигранные ключи (обычно идут в комплекте со станком).
- Слесарный угольник (90 градусов) или небольшой угломер.
- Щуп (набор пластин разной толщины) или обычный лист бумаги А4.
- Маркер и чистую ветошь.
- Защитные перчатки (лента острая!).
Важное предупреждение: Все регулировки проводятся при отключенном от сети станке и полностью остановленных шкивах.
Этап 1. Предварительная проверка: Сядьте ровно
Прежде чем трогать направляющие, убедитесь, что сам станок стоит устойчиво и не «играет». Проверьте три вещи:
- Горизонтальность стола. Положите уровень на станину. Если станок наклонен — сначала выровняйте ножки.
- Параллельность шкивов. Это заводская настройка, но её стоит проверить раз в полгода. Натяните ленту и приложите длинную линейку к шкивам. Зазор между линейкой и шкивом не должен превышать 0,5 мм.
- Состояние самих направляющих. Снимите защитный кожух и осмотрите ролики (или карбидные пластины). На них не должно быть канавок, сколов или налипшей стружки. Если есть износ — меняйте.
Этап 2. Регулировка «свободного хода» (Самая важная часть)
Идеальная настройка направляющих — это баланс между «зажато» и «свободно». Лента должна быть зафиксирована, но при этом иметь возможность легко вращаться.
Пошаговая инструкция:
- Ослабьте болты крепления направляющего узла (обычно это 2–4 болта). Теперь узел можно двигать вперёд-назад и влево-вправо.
- Установите ленту на шкивы и натяните её до рабочего натяжения (как при обычной резке).
- Подведите задний упор (подшипник за спиной ленты). Это самый важный элемент. Он поддерживает ленту сзади, чтобы она не прогибалась под давлением подачи.
Вращайте упор до тех пор, пока он едва коснётся тыльной стороны полотна.
Затем сделайте четверть оборота назад, чтобы появился зазор. Проверьте щупом: зазор должен быть 0,1–0,2 мм — толщина стандартного листа бумаги.
Как проверить: Прокрутите шкивы рукой. Лента не должна задевать упор на холостом ходу, но при легком нажатии пальцем на полотно — упор должен её подхватывать. - Настройте боковые направляющие (ролики или карбидные пластины). Они удерживают ленту от увода в стороны.
Сдвиньте боковые направляющие к полотну до легкого касания.
Затем отодвиньте их на 0,05–0,1 мм (это толщина визитки или сложенного вдвое листа бумаги).
Полотно должно скользить между ними без закусывания, но и без болтанки. Если вы слышите, как лента «стучит» по роликам на холостом ходу — зазор слишком велик.
Этап 3. Настройка положения узла по высоте и углу
Здесь у многих возникает путаница. Есть верхние направляющие (которые двигаются вверх-вниз) и нижние (зафиксированы под столом). Настраиваем верхние.
Правило «трех миллиметров»:
Опустите верхние направляющие так, чтобы они находились на 3–5 мм выше заготовки, которую вы будете резать. Не выше!
- Слишком высоко (10+ мм): Лента получает длинный свободный участок, начинает вибрировать и уходить в сторону. Это главная причина косого реза.
- Слишком низко (касается заготовки): Направляющие будут цеплять стружку или упрутся в деталь, что приведет к поломке.
Проверка перпендикулярности:
Возьмите угольник. Приложите его одной стороной к плоскости стола, а другой — к боковой поверхности полотна (не к зубьям, а к гладкой части ленты). Угол должен быть строго 90 градусов.
Если лента наклонена — регулируйте наклон всего направляющего узла (обычно есть винты с торца).
Этап 4. Финальная проверка (Тест-драйв)
Настройка закончена. Теперь нужно убедиться, что вы всё сделали правильно.
- Ручная прокрутка: Наденьте перчатки и медленно прокрутите шкивы рукой на 3–4 оборота. Лента не должна цепляться за направляющие, заусенцы или стол. Движение должно быть плавным и бесшумным.
- Пробный рез: Возьмите заготовку из мягкого металла (алюминий или обычная сталь 20–30 мм). Сделайте пропил.
Хороший результат: Плоскость реза ровная, без дуги, без ступеньки. Ширина пропила одинакова по всей высоте.
Плохой результат: Лента ушла влево или вправо. Значит, боковые направляющие зажаты неравномерно, либо лента наклонена относительно стола.
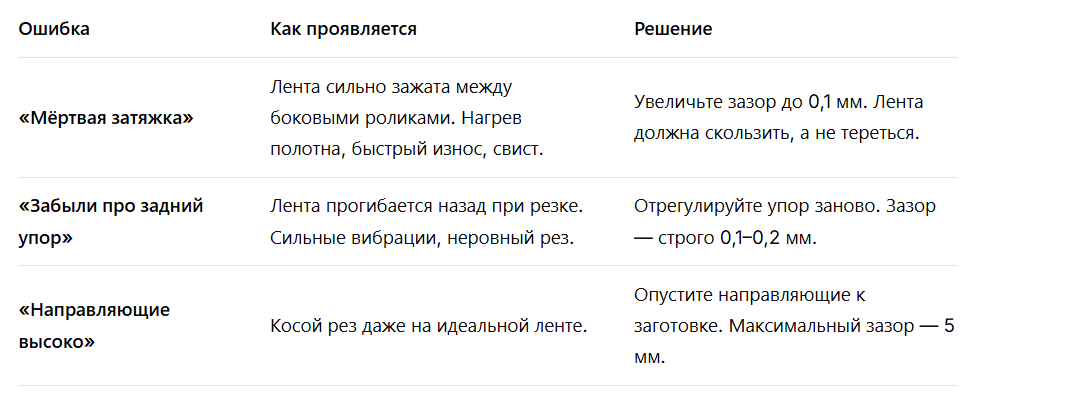
Типичные ошибки при настройке
Даже опытные мастера иногда ошибаются. Вот три самые распространенные ситуации:
Когда менять направляющие (а не настраивать)?
Бывает, что регулировка не помогает. Это значит, что узел физически изношен. Срочно замените:
- Карбидные пластины — если на них появились канавки глубиной более 0,3 мм.
- Подшипники — если они крутятся с хрустом, люфтом или не крутятся вообще.
- Оси и болты — если они погнуты или резьба «слизана».
Золотое правило: Меняйте направляющие каждый раз при замене 5–7 пильных полотен. Это неоправданная экономия — пытаться выжать из убитых роликов последнее.
Заключение: Настройка — это не магия, а алгоритм
Правильно настроенные направляющие — это ровный рез, долгая жизнь ленте и отсутствие нервотрепки. Запомните простой чек-лист:
- Отключил станок ✔
- Установил зазор заднего упора 0,2 мм ✔
- Выставил зазор боковых роликов 0,1 мм ✔
- Опустил верхние направляющие на 3 мм выше заготовки ✔
- Проверил угольником 90° к столу ✔
Потратьте 15 минут на точную настройку один раз — и ваш станок будет резать как часы, а не как «пила-шайтан».
Нужна консультация по подбору направляющих для вашей модели станка? Возникли сложности с настройкой? Напишите или позвоните — поможем и словом, и делом!
Телефон для связи: 8 800 201 10 07