Ключевым фактором, влияющим на стабильность дуги и металлургические процессы в сварочной ванне, является влажность покрытия электрода. Правильная термическая обработка — сушка и прокалка — является обязательным технологическим этапом при работе с большинством марок сварочных электродов, особенно для ответственных конструкций.
Почему влага в покрытии электрода — это критический дефект?
Покрытие (обмазка) электрода защищает сварочную ванну от атмосферных газов, стабилизирует горение дуги, легирует металл шва и формирует шлаковую корку. Большинство покрытий гигроскопичны, то есть способны поглощать влагу из окружающего воздуха.
Присутствие влаги, особенно в покрытиях основного (фтористо-кальциевого) типа, приводит к катастрофическим последствиям:
- Водородное охрупчивание. При высоких температурах дуги влага (H2O) разлагается на водород и кислород. Водород активно растворяется в жидком металле и при быстром остывании шва не успевает выйти наружу. Это приводит к образованию в структуре металла внутренних напряжений, флокенов (микропустот) и, как следствие, холодных трещин, которые могут появиться спустя несколько часов или даже дней после сварки.
- Образование пор. Интенсивное газообразование из-за испарения влаги приводит к появлению пор в сварном шве, что резко снижает его плотность и механическую прочность.
- Нестабильное горение дуги. Избыточная влага вызывает «козыряние» электрода, сильное разбрызгивание металла, что затрудняет контроль над сварочным процессом и ухудшает формирование шва.
Сушка и прокалка: в чём разница?
Хотя эти термины часто используют как синонимы, в профессиональной среде они обозначают разные процессы:
- Сушка — это низкотемпературная обработка (обычно до 150-180 °C), предназначенная для удаления с поверхности и из пор покрытия физически связанной влаги. Сушке подвергают электроды с рутиловым и кислым покрытием, если они хранились в условиях повышенной влажности.
- Прокалка — это высокотемпературная обработка (от 150 °C до 450 °C и выше), которая удаляет не только физически связанную, но и химически связанную (кристаллизационную) влагу из минералов, входящих в состав покрытия. Прокалка является обязательной для электродов с основным покрытием (например, УОНИ-13/55, LB-52U) для минимизации содержания водорода в наплавленном металле.
Технологический процесс прокалки: пошаговое руководство
Процесс термической обработки должен производиться в строгом соответствии с рекомендациями производителя электродов и требованиями нормативной документации (например, ГОСТ 9466-75, РД 26-17-049-85).
Шаг 1: Подготовка Электроды извлекают из герметичной заводской упаковки. Электроды укладывают на сетчатые полки печи ровным слоем, не допуская их соприкосновения, чтобы обеспечить равномерный прогрев. Если в результате обследования внешнего вида обнаружены следы ржавчины и/или установлено, что материалы не обеспечивают качество выполнения сварных швов, то они не подлежат использованию.
Шаг 2: Прокалка в печи Используются специальные печи для прокалки электродов (например, ЭПСЭ, СНО), которые обеспечивают равномерный нагрев и точный контроль температуры.
Ключевое правило: нельзя помещать холодные электроды в раскалённую печь. Резкий нагрев вызовет интенсивное парообразование, которое может разрушить (вспучить) покрытие. Нагрев должен производиться плавно вместе с печью, либо электроды загружают в печь, нагретую до температуры не выше 100-150 °C.
Шаг 3: Соблюдение режимов Температура и время выдержки зависят от типа покрытия. Ниже приведены усреднённые режимы для наиболее распространённых марок:
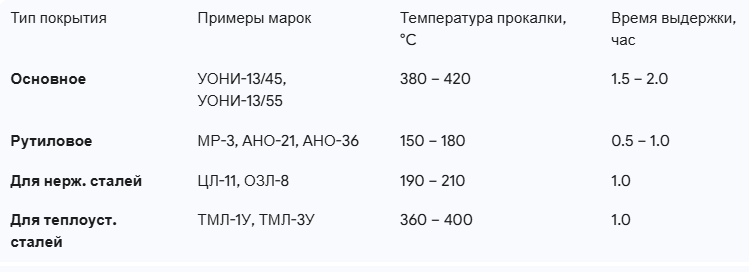
Важно: Всегда сверяйтесь с информацией на упаковке электродов. Производитель указывает точные режимы для своей продукции. Превышение рекомендованной температуры или времени может привести к выгоранию легирующих элементов из обмазки.
Шаг 4: Ограничения по количеству прокалок Прокаливать электроды можно ограниченное число раз (как правило, не более 5). Каждая последующая термообработка может ухудшить сварочно-технологические свойства покрытия, делая его хрупким.
Оборудование для сушки и прокалки
- Стационарные печи: Используются на производственных участках для одновременной прокалки больших партий электродов (от 10 до сотен килограмм). Оснащены терморегуляторами и таймерами для точного соблюдения режимов.
- Термопеналы (пеналы-термосы): Переносные устройства, предназначенные для хранения уже прокалённых электродов непосредственно на рабочем месте сварщика. Они поддерживают температуру в диапазоне 70–150 °C, предотвращая повторное насыщение влагой. Использование электродов на рабочем месте без термопенала недопустимо при сварке ответственных конструкций.
Режимы сушки: температура и время
Главное правило — всегда смотреть на пачку электродов, производитель указывает точные данные. Но если этой информации нет, можно ориентироваться на стандартные режимы:
- Температура: 150 – 180 °C. Превышать эту температуру для рутиловых электродов нельзя, так как это может повредить органические компоненты в составе их обмазки.
- Время: от 30 до 60 минут. Обычно этого времени достаточно, чтобы удалить поверхностную влагу без разрушения покрытия.
Как исключение, в случае чрезмерного увлажнения электродов с целлюлозным видом покрытия (прямое попадание влаги и др.) допускается их сушка перед использованием при температуре 80-90 °С в течение 10-20 мин.
Хранение после прокалки — закрепление результата
После завершения прокалки электроды должны быть помещены на хранение, исключающее контакт с влажным воздухом.
- Краткосрочное хранение (на смену): Прокалённые электроды сразу помещают в термопеналы и выдают сварщику.
- Долгосрочное хранение: Электроды следует хранить в герметичных контейнерах или в стационарных печах-термостатах при температуре 120-150 °C.
Прокаленные электроды с основным видом покрытия могут быть использованы в течение 2-х суток без дополнительной прокалки при условии хранения в сухом помещении при температуре не менее +15 °С. Если прокаленные сварочные материалы не использованы в течение 2-х суток, то они подлежат повторной прокалке.
Допускается повторная прокалка электродов с основным видом покрытия до 5 раз (при общем времени прокалки не более 10 час.) При хранении прокаленных электродов в сушильных шкафах с температурой 100-150 °С повторная прокалка не требуется.
Пример для самых популярных марок: