Многоосевые портальные гантри-системы (декартовы роботы) занимают центральное место в высокопроизводительной автоматизации в таких областях, как контроль полупроводников, лазерная обработка и передовая метрология. Тем не менее, сложность их создания точными, надежными и готовыми к производству часто недооценивается.
Проектирование, изготовление и управление высокоточной гантри-системой позиционирования — это сложная междисциплинарная задача, требующая опыта в области структурной механики, теплового моделирования, мехатроники и передовых алгоритмов управления движением.
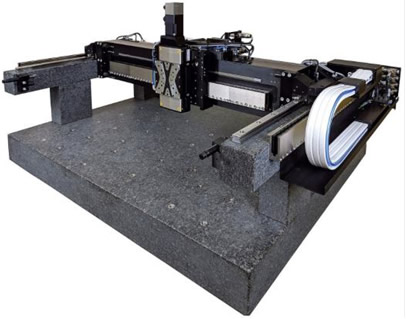
На первый взгляд, высокоточный XYZ-гантри может напоминать простую декартову роботизированную установку – несколько сложенных друг с другом осей над рабочей зоной. Но когда требования смещаются в сторону нанометрового разрешения, микронной повторяемости и непрерывной круглосуточной работы, инженерная сложность резко возрастает. Ниже приведены ключевые проблемы и объяснение того, почему критически важен экспертный системный подход к проектированию.
Управление движением гантри и синхронизация двойного привода – снижение эффекта перекоса
В гантри-мостах с двойным приводом даже микроны структурной асимметрии или незначительные фазовые сдвиги между приводными осями могут вызвать перекос – torsional deflection (крутильную деформацию) моста относительно его вертикальной оси. Это угловое искажение вносит поперечную ошибку позиционирования по всей рабочей зоне, ухудшая точность процесса.
Передовые контроллеры движения смягчают эту проблему с помощью электронных контуров выравнивания гантри, следящего управления моментом и коррекции ошибок в реальном времени. Однако для достижения оптимальных результатов требуется точное механическое выравнивание, согласованная динамика приводов и тщательная настройка параметров управления. Синхронизация двойного привода – это в равной степени проблема машиностроения и проблема управления, требующая комплексного подхода от проектирования до ввода в эксплуатацию.
Тепловой дрейф – молчаливый убийца точности
В традиционной автоматизации колебания температуры в несколько градусов несущественны. Однако в прецизионных гантри-системах дифференциальное тепловое расширение вдоль осей с большим ходом может вызвать значительную ошибку позиционирования и, в крайних случаях, создать избыточно напряженные условия, ведущие к механическому заклиниванию. Чаще всего тепловое расширение увеличивает предварительный натяг подшипников сверх проектных пределов, ускоряя износ и сокращая срок службы.
Эффективное смягчение требует опыта в области стратегий тепловой развязки, адаптивных структурных интерфейсов и выбора материалов для контроля путей расширения – обеспечивая как долгосрочную точность, так и механическую целостность.
Динамика гантри с высокой массой и высокой скоростью – управление инерцией для стабильности
Крупные полезные нагрузки и длиннопролетные гантри-мосты при высокоскоростном движении проявляют значительную поступательную инерцию. Эта инерция усугубляет проблемы управления, часто проявляясь в виде перерегулирования, увеличенного времени установления, структурной вибрации и потери равномерности скорости. Такие отклонения неприемлемы в процессах точного производства и метрологии, где даже незначительные колебания скорости могут внести измеримую ошибку в процесс.

Достижение стабильного, равномерного движения требует:
- Жесткости конструкции и запаса прочности – проектирования с учетом динамических нагрузок и достаточного коэффициента запаса прочности для избежания возбуждения структурных мод.
- Симметрии пути передачи нагрузки – обеспечения сбалансированного распределения массы для предотвращения дисбаланса крутящего момента и поперечного прогиба осей.
- Управления динамическими возмущениями – учета реальных влияний, таких как силы сопротивления кабелей, смещение центров тяжести полезной нагрузки и неидеальные вибрационные условия пола.
Передовые алгоритмы движения, такие как PILOT (PI Lead Optimized Translation) от Physik Instrumente (PI), повышают производительность за счет эффективного увеличения моторной постоянной системы. Это позволяет достигать более высокого ускорения и скорости при сниженном среднеквадратичном токе (RMS), минимизируя тепловую нагрузку при сохранении управляемости. Результатом является гантри, способный обеспечивать стабильную, готовую к производству точность даже в условиях высоких динамических нагрузок и неидеальных рабочих условий.
Проектирование стабильности по всему пролету
Чем длиннее пролет гантри-моста, тем больше его восприимчивость к прогибу под нагрузкой. Достижение высокой жесткости без придания излишней массы становится тонко настроенной задачей структурной оптимизации. Избыточный вес увеличивает инерцию, ухудшая динамические характеристики; недостаточная масса снижает жесткость, подрывая точность позиционирования.
Чтобы решить эту проблему, такие компании, как PI, используют передовой анализ методом конечных элементов (FEA) и опираются на десятилетия опыта в конкретных приложениях для оптимизации геометрии конструкции и распределения материала – максимально увеличивая жесткость при сохранении динамической отзывчивости.
Допуски сборки – точность начинается с рамы
В гантри-системах производительность определяется в равной степени качеством сборки и замыслом конструкции. Каждый структурный интерфейс – монтажные плиты, направляющие рельсы, приводные компоненты – должен соответствовать строгим требованиям к плоскостности, ортогональности и компланарности. Даже отклонения в сопрягаемых поверхностях менее 100 мкм могут вызвать накопление геометрических ошибок, приводящих к заклиниванию, увеличению усилия сервоприводов и ухудшению точности позиционирования по всей рабочей зоне.
Высокоточное производство гантри требует:
- Прецизионной механической обработки – жестких геометрических допусков на всех несущих и опорных поверхностях.
- Контролируемых процедур сборки – оснастки и измерений для обеспечения согласования базовых поверхностей без итеративных проб и ошибок.
- Стабильной базовой системы координат – термически стабильной, жесткой базовой конструкции для сохранения целостности выравнивания под нагрузкой и при изменении условий окружающей среды.
При серийном производстве итеративное выравнивание не масштабируется и вносит неприемлемую вариативность. Точность должна быть спроектирована и заложена в конструкцию – начиная с рамы как первичной геометрической базы – так, чтобы последующие компоненты могли быть установлены в номинальное положение без чрезмерной регулировки.
Синхронизация событий по положению – временная привязка процесса, заблокированная энкодером
В высокоточных процессах, таких как инициирование импульсов лазера, захват изображения с высоким разрешением или установка компонентов, инициирование события должно быть привязано к фактическому физическому положению движущейся оси, а не только к ее заданному положению. На больших диапазонах перемещения такие факторы, как структурная податливость, задержки сервоконтура, задержки связи и динамическая ошибка слежения, могут привести к тому, что триггеры по заданному положению отклонятся от истинного положения энкодера, что приведет к смазыванию изображения, потере размерной точности или смещению установки компонентов.
Надежная синхронизация требует:
- Прямой аппаратной синхронизации времени – детерминированных выходов сигналов ввода/вывода, запускаемых от сигнала положения энкодера в реальном времени, минуя задержки программного уровня.
- Высокоскоростных обратных связей – минимизации ошибки слежения при высоких динамических нагрузках.
- Механической стабильности – уменьшения изгиба и структурного отставания, которые могут сместить фактическое положение центра инструмента (TCP) относительно отсчета энкодера.
Аппаратно привязывая технологические триггеры к обратной связи энкодера, позиционные события происходят с субмикросекундной детерминированностью, гарантируя, что движение и выполнение процесса остаются идеально синхронизированными – даже в высокоскоростных гантри-приложениях с большим ходом. Новые решения теперь позволяют генерировать квадратурные сигналы A/B с платформ движения, не имеющих собственной цифровой обратной связи.
Управление кабелями – недооцененный путь динамической нагрузки
В прецизионных гантри-системах прокладка кабелей и шлангов часто недооценивается как переменная производительности. В действительности, цепи-кабелеукладчики и соединительные кабели вносят паразитные силы, крутящие моменты и переменные инерционные нагрузки, которые могут ухудшить повторяемость, дестабилизировать настройку сервосистемы и снизить равномерность скорости – особенно в приложениях с высоким ускорением и большим ходом. Эти силы нелинейны, зависят от положения и их трудно моделировать, что делает эмпирический опыт необходимым для эффективного проектирования.
Ключевые инженерные соображения включают:
- Минимизацию силы – оптимизацию радиуса изгиба, геометрии прокладки и точек опоры для уменьшения боковой нагрузки и крутящего момента.
- Динамическую компенсацию – в критических приложениях, интеграцию вторичного моторизованного кабелеукладчика для разгрузки сил сопротивления от основной оси движения.
- Специфические для среды решения – внедрение малочастичного, рассчитанного на чистые помещения управления кабелями для сред, чувствительных к загрязнению.
- Прогностическую интеграцию – учет сил, создаваемых кабелями, на этапах настройки сервосистемы и расчета запаса жесткости конструкции, а не после установки.
Экспертное управление кабелями превращает их из источника нестабильности в контролируемый, предсказуемый элемент динамического поведения системы – часто это является разницей между просто функциональным гантри и тем, который обеспечивает повторяемую, готовую к производству точность.
Суть – прецизионный гантри — это система, а не список деталей
Создаете высокоточную гантри-систему своими силами? Поймите, что допуск на ошибку измеряется микронами, а количество взаимодействующих режимов отказов огромно. Инерция, податливость, тепловой дрейф, нестабильность сервосистемы, перекос, силы со стороны кабелей и ошибки синхронизации процессов – каждый из этих факторов может ухудшить производительность, и они часто объединяются таким образом, что их трудно предсказать без опыта.
Достижение истинной готовой к производству точности требует большего, чем просто высококачественных компонентов. Это требует целостного системного проектирования – глубокой интеграции:
- Механической архитектуры с высокой жесткостью и низкой массой там, где это важно.
- Моделирования теплового поведения для обеспечения геометрической стабильности под нагрузкой.
- Передовых алгоритмов управления, настроенных на точную механическую динамику.
- Прокладки кабелей и сервисных линий, спроектированной для минимизации паразитных сил.
- Управления технологическими переменными для стабильной производительности в реальных условиях.
Лучшая гарантия успеха – это партнерство с поставщиком, который сочетает десятилетия подтвержденного на практике опыта в конкретных приложениях с механическим проектированием и проектированием систем управления, основанными на моделировании, и поставляет полностью интегрированные подсистемы движения. Прецизионные гантри-платформы PI спроектированы так, чтобы соответствовать спецификациям с момента первоначального развертывания и сохранять эту производительность в течение многих лет в требовательных производственных средах.
О компании Physik Instrumente L.P. (PI)
Physik Instrumente L.P. (PI) — это частная компания, которая проектирует и производит прецизионные системы движения и автоматизации мирового класса, включая подшипники на воздушной подушке, нанопозиционеры, системы лазерного наведения, гексаподы-микророботы и пьезокерамические двигатели, на предприятиях в Северной Америке, Европе и Азии. Компания была основана пять десятилетий назад и сегодня насчитывает более 1400 сотрудников в 15 дочерних компаниях по всему миру. Клиенты PI являются лидерами в высокотехнологичных отраслях и исследованиях в таких областях, как фотоника, био-нанотехнологии, лазеры, науки о жизни, полупроводники и аэрокосмическая промышленность.
О нашей компании
TITAN 3D - поставщик и системный интегратор оборудования для 3D-сканирования, 3D-печати и автоматизированного контроля в промышленности, машиностроении, медицине.
Готовы ответить на все Ваши вопросы, проконсультировать по оборудованию, и подобрать лучшее оборудование для решения Ваших задач.
Каталог роботов мировых производителей - проработку технологии, подбор оборудования, внедрение, пусконаладку и обучение берем на себя!
+7 (952) 243-77-75 I 01@titan-3d.ru I www.titan-3d.ru