
Токарная обработка требует не только точного оборудования, но и грамотного подхода к технологическому процессу. Даже при соблюдении базовых параметров можно столкнуться с проблемой изменения геометрии заготовки. Чтобы исключить брак и повысить стабильность производства, важно понимать причины и заранее принимать эффективные решения.
Причины возникновения деформации
Деформация заготовки при токарной обработке — это не случайность, а закономерный результат воздействия сил резания, температуры и внутренних свойств материала. Даже незначительные отклонения в настройках оборудования способны привести к изменению геометрии. Особенно это критично при работе с точными деталями, где допустимые погрешности минимальны. Понимание природы этих процессов позволяет заранее предотвратить деформация детали и сохранить стабильное качество продукции.
Внутренние напряжения материала
Металл нередко содержит остаточные напряжения, появившиеся после литья и прокатки. При снятии слоя они перераспределяются, вызывая деформация детали.
Неправильный режим резания
Избыточная подача или скорость приводит к перегреву. Температурное расширение и последующее охлаждение изменяют форму изделия.
Ошибки закрепления
Слишком сильное или неравномерное обжатие заготовки в патроне вызывает изгиб ещё до начала обработки.
Основные виды отклонений
Понимание проблемы начинается с классификации. Существуют различные виды деформации деталей:
- изгиб (искривление оси);
- кручение (нарушение геометрии при вращении);
- овальность (искажение круглых поверхностей);
- волнистость (неравномерность обработки).
Каждый тип требует отдельного подхода и контроля.
Меры предупреждения дефектов
Перед началом обработки рекомендуется проводить термическую стабилизацию. Это снижает внутренние напряжения.
Оптимизация режимов
Важно правильно подобрать:
- скорость резания;
- подачу;
- глубину резания.
Сбалансированные параметры уменьшают нагрев и нагрузку на заготовку.
Правильное закрепление
Используйте мягкие кулачки и контролируйте усилие зажима. Это особенно важно для тонкостенных изделий.
Последовательность операций
Черновая и чистовая обработка должны быть разделены. После чернового этапа желательно дать детали «отдохнуть».
Практическое сравнение подходов
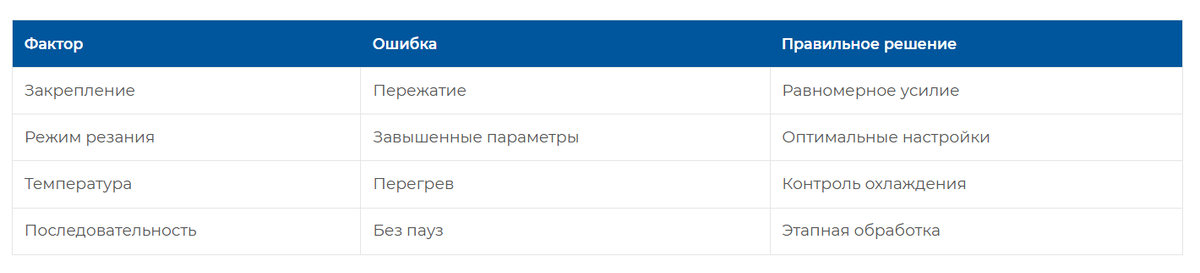
Технологические рекомендации
Качественная токарная обработка — это не только оборудование, но и точная настройка каждого этапа процесса.
Дополнительно стоит учитывать:
- использование охлаждающих жидкостей;
- регулярную проверку инструмента;
- контроль геометрии на промежуточных этапах.
Именно комплексный подход обеспечивает стабильный результат и снижает риск брака.
Заключение
Деформации при токарной обработке — это результат совокупности факторов: материала, режимов и закрепления. Применяя меры предупреждения деформации деталей, можно существенно повысить точность и качество изделий. Грамотная технология всегда выгоднее исправления ошибок.
Если вам требуется профессиональная обработка металла или изготовление изделий с гарантированной точностью, заказывайте услуги на нашем сайте. Мы выполняем проекты любой сложности с соблюдением всех технологических норм.