Сколы, кривой рез, неточные размеры — разбираем причины брака при раскрое ДСП и МДФ и как оборудование OneTech решает каждую из них.

Как снизить брак при раскрое плитных материалов
Брак при раскрое — это не просто испорченный лист. Это выброшенные деньги, сорванные сроки и нервы оператора. На мебельном производстве раскройный участок стоит первым в цепочке, и любая ошибка здесь тянет за собой проблемы на всех следующих операциях. Мы в OneTech сами производственники — знаем этот участок изнутри. Поэтому собрали самые частые причины брака и объяснили, как каждую из них решает правильно подобранное и настроенное оборудование.
-----
Откуда берётся брак: разбираем по типам
Прежде чем лечить — надо поставить диагноз. Брак при раскрое плитных материалов делится на несколько типов, и у каждого — своя причина.
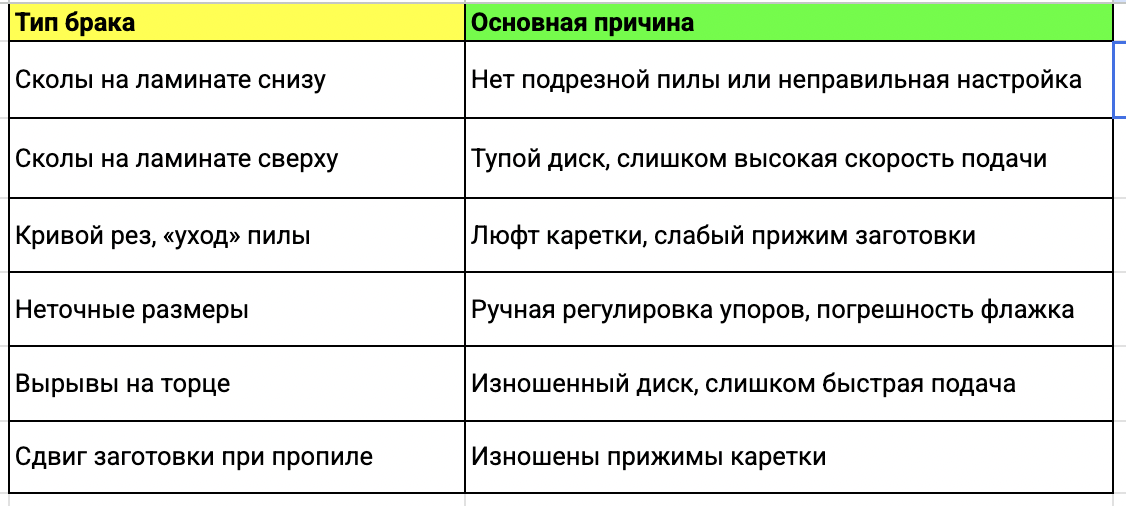
Определите, какой тип встречается у вас чаще всего — и идите к соответствующему разделу.
-----
Сколы снизу: почему подрезная пила — это не опция
Самый частый вопрос от производственников: «Откуда сколы на нижней стороне ЛДСП?» Ответ почти всегда один — нет подрезной пилы или она выставлена неправильно.
Подрезная пила — небольшой диск (100–120 мм), который идёт чуть впереди основного и делает тонкий надрез снизу заготовки. Без него основная пила при выходе из листа вырывает ламинат снизу. На ЛДСП это выглядит как характерные сколы — именно они отправляют деталь в брак.
Правильная настройка: подрезной диск должен выступать над столом ровно на толщину ламинированного слоя — 0,3–0,5 мм. Ширина его пропила должна совпадать с шириной пропила основного диска. Проверять после каждой смены основного диска.
На всех станках MJ 3200 от OneTech подрезная пила входит в стандартную комплектацию — это не доплата, это базовое требование для работы с ЛДСП и МДФ. Мы сами производственники и просто не понимаем, зачем продавать форматник без неё.
-----
Сколы сверху: тупой диск и скорость подачи
Если сколы появляются на верхней стороне листа — это чаще всего износ основного пильного диска. Острый диск режет ламинат, тупой — рвёт. Разница принципиальная, хотя тупеет диск постепенно и операторы к этому привыкают.
Сигналы, что диск пора менять:
- сколы появляются там, где раньше их не было
- двигатель начинает гудеть громче, станок «тянет» сильнее
- на торце вместо чистого среза — мелкие вырывы
Второй фактор — скорость подачи. Слишком быстрая подача на входе и выходе пилы из листа даёт вырывы даже с острым диском. Особенно критичны эти зоны при работе с МДФ — замедляйте подачу при подходе к краю заготовки.
Мини-кейс: Цех корпусной мебели — брак по сколам доходил до 6% объёма. После проверки выяснилось: диск стоял 4 месяца без замены. Поменяли диск, откалибровали подрезную пилу — брак за первую неделю упал до 0,8%. Стоимость нового диска — 3 200 рублей. Экономия на материале за месяц — около 28 000 рублей.
-----
Кривой рез: каретка решает всё
Каретка форматно-раскроечного станка — это направляющий механизм, который обеспечивает прямолинейность реза. Если в ней появился люфт — рез «уводит», и заготовка выходит трапецией вместо прямоугольника. Кривые детали означают проблемы на сборке: зазоры, перекосы, несхождение фасадов.
Каретка изнашивается постепенно при интенсивной работе. Регламентная проверка — раз в 3 месяца: возьмитесь за каретку двумя руками и попробуйте покачать её поперёк хода. Любой люфт — сигнал к регулировке.
При выборе станка обращайте внимание на вес конструкции: форматно-раскроечный станок весом 600–700 кг имеет принципиально более жёсткую базу, чем лёгкие машины весом 300–400 кг. Меньше вибраций — точнее рез. Это физика, а не маркетинг. MJ 3200 весит 700 кг — именно поэтому он стабильно держит геометрию реза даже при интенсивной работе.
-----
Неточные размеры: как человеческий фактор съедает деньги
Ручной флажок-упор — классика. Но у неё есть системная проблема: погрешность 1–2 мм на каждой детали. Умножьте на 200 деталей в смену — и получите партию, которая не сойдётся при сборке.
Решение — электронные рулетки (цифровые линейки). Оператор видит точный размер на дисплее, без угадывания по рискам. Погрешность снижается до 0,1 мм. Время на перемеры сокращается — на потоке это 10–15 минут за смену только на этой операции.
Для MJ 3200 мы предлагаем комплектацию с двумя электронными рулетками — на продольном и поперечном упорах — как дооснащение при заказе. Это не обязательная опция, но производства, которые её берут, отмечают снижение брака по размерам уже в первый месяц работы.
Мини-кейс: Производство дверных полотен. Оператор жаловался, что детали «немного не квадратные» — разница по диагонали 2–3 мм. Причина — каретка с люфтом и ручные упоры с погрешностью. После замены станка на MJ 3200 с электронными рулетками детали стали геометрически точными. Проблема на сборке исчезла полностью.
-----
Аспирация: пыль мешает не только дышать, но и резать
Казалось бы, пыль и стружка — это вопрос чистоты цеха. На самом деле нет. При работе с МДФ мелкодисперсная пыль оседает на рабочем столе и создаёт микрозазоры под заготовкой: лист лежит не плоско, рез получается с отклонением. Плюс пыль забивает подшипники — нарастает вибрация, ухудшается качество реза.
Стандартный аспирационный кожух справляется с базовой задачей. Но при интенсивной работе с МДФ его не всегда хватает.
Именно поэтому для MJ 3200 мы предлагаем увеличенный аспирационный кожух с регулировкой по высоте — как опцию при заказе. Более мощное всасывание, подстройка под толщину материала, чистый стол в течение всей смены. Разница по запылённости цеха при работе с МДФ заметна сразу.
-----
Пакетный раскрой: производительность без потери качества
Пакетный раскрой — одновременный пропил нескольких листов стопкой. Производительность вырастает в 2–3 раза. Но именно здесь многие получают всплеск брака — потому что пакет требует более жёсткого контроля всех параметров.
Что критично при пакетном раскрое:
- Надёжный прижим каретки — верхние листы не должны сдвигаться при движении
- Мощность двигателя от 5 кВт — чтобы пакет проходил без потери скорости и «зажёвывания»
- Острый диск — на пакете износ проявляется быстрее, чем на штучном резе
- Более медленная подача — пропорционально количеству листов в пачке
Форматно-раскроечный станок OneTech MJ 3200 с двигателем 5,5 кВт стабильно работает с пакетами ЛДСП 16 мм по 3–4 листа. При соблюдении скоростного режима — качество реза не уступает штучному.
-----
Карта раскроя: организация снижает брак не хуже оборудования
Хороший станок — необходимое условие. Но не достаточное. Большинство ошибок при раскрое — это организация процесса, а не техника.
Карта раскроя — схема, по которой оператор последовательно нарезает детали из листа. Без неё оператор сам решает порядок резов — и ошибается в размерах, путает детали, получает больше отходов.
Минимальный стандарт:
- карта раскроя распечатывается на каждую партию
- оператор отмечает выполненные резы
- готовые детали маркируются сразу у станка
Даже простая система карт снижает брак по человеческому фактору на 30–50% — это проверено на реальных производствах.
-----
Чек-лист "С чего начать работу на форматно-раскроечном станке": пять минут перед сменой экономят часы переделок
Распечатайте и повесьте у станка:
- ✅ Проверить основной диск — нет трещин, зубья целые
- ✅ Проверить настройку подрезной пилы по высоте
- ✅ Покачать каретку — нет люфта
- ✅ Проверить показания электронных рулеток контрольным замером
- ✅ Убедиться, что рабочий стол чист, аспирация работает
-----
Как мы подбираем комплектацию под конкретное производство
В OneTech мы не работаем по принципу «берите что есть». Перед поставкой разбираем задачи производства: какие материалы, какой поток, какой брак беспокоит сейчас. И на основе этого формируем комплектацию MJ 3200 с теми опциями, которые реально нужны вашему цеху.
Увеличенный аспирационный кожух, электронные рулетки, настройка подрезной пилы под ваш материал — всё это можно заказать при покупке станка. Потому что мы сами производственники и понимаем: дооснащение на старте дешевле, чем переделки потом.
Напишите нам — разберём вашу ситуацию и подберём комплектацию под конкретные задачи.
-----
Наш сайт: https://onetech-stanki.ru/?utm_source=dzen6
Телефон: 8(904) 732-16-16 / 8(800) 444-34-10
Почта: info@onetech-stanki.ru
Наша статья "Как выбрать форматно-раскроечный станок для производства"