
Абразив для дробеструйной и дробеметной обработки — это не просто расходный материал. От его типа, твердости и фракции напрямую зависят качество очистки, скорость обработки, срок службы оборудования и общая себестоимость процесса.
Несмотря на схожесть исходного материала, эксплуатационные свойства стальной и чугунной дроби существенно различаются. Рассмотрим ключевые отличия и разберемся, какой вариант оптимален для разных задач и типов металлов.
Общие требования к абразиву для дробеструйной обработки
Принцип работы дробеструйных и дробеметных установок основан на воздействии на очищаемую поверхность потока абразивного материала, движущегося с большой скоростью. В дробеструйных установках абразив подаётся сжатым воздухом через сопло, а в дробеметных — разгоняется механически с помощью турбин. За счёт высокой энергии удара частицы абразива эффективно удаляют окалину, ржавчину, старые лакокрасочные покрытия и другие загрязнения.
Для оборудования критически важна твердость дроби, которая должна быть ниже твердости деталей турбины (обычно на 7-8 HRC), чтобы минимизировать их износ. Использование слишком твердого или некондиционного абразива приводит к ускоренному износу турбин и камеры.
Для обеспечения максимального ресурса и экономичности LS GROUP рекомендует комплексный подход: использование высокопроизводительных турбин XTR (с увеличенной на 30% эффективностью и ресурсом лопаток до 10 000 часов) в сочетании с правильно подобранной стальной дробью серии S390 или S460 изготовленной по SAE J444, что гарантирует долгосрочную стабильность работы всей установки.
Скорость и качество очистки напрямую зависят от типа, твердости и фракции применяемого абразива. В отличие от пескоструйных машин, где традиционно использовались минеральные материалы, в дробеструйной и дробемётной обработке применяется широкий спектр металлических абразивов — прежде всего стальная и чугунная дробь. Выбор конкретного абразивного материала определяется характеристиками обрабатываемых изделий, требуемой степенью очистки и условиями эксплуатации оборудования.
В общем, эффективность дробеструйных и дробеметных работ определяется сочетанием нескольких факторов:
- однородность размера частиц (фракции);
- твердость абразива;
- износостойкость и возможность многократного использования;
- уровень пылеобразования;
- соответствие стандартам и рекомендациям производителей оборудования.
Нарушение хотя бы одного из этих параметров может привести к снижению качества очистки, росту расхода абразива и ускоренному износу элементов установки.
Технологии производства стальной и чугунной дроби
Стальная дробь выпускается в двух основных исполнениях — литом и колотом. Литую стальную дробь получают путём распыления расплавленной стали через специальные устройства, в результате чего формируются капли заданного размера. При охлаждении они приобретают сферическую форму, что обеспечивает равномерное воздействие на обрабатываемую поверхность и высокую устойчивость к износу.
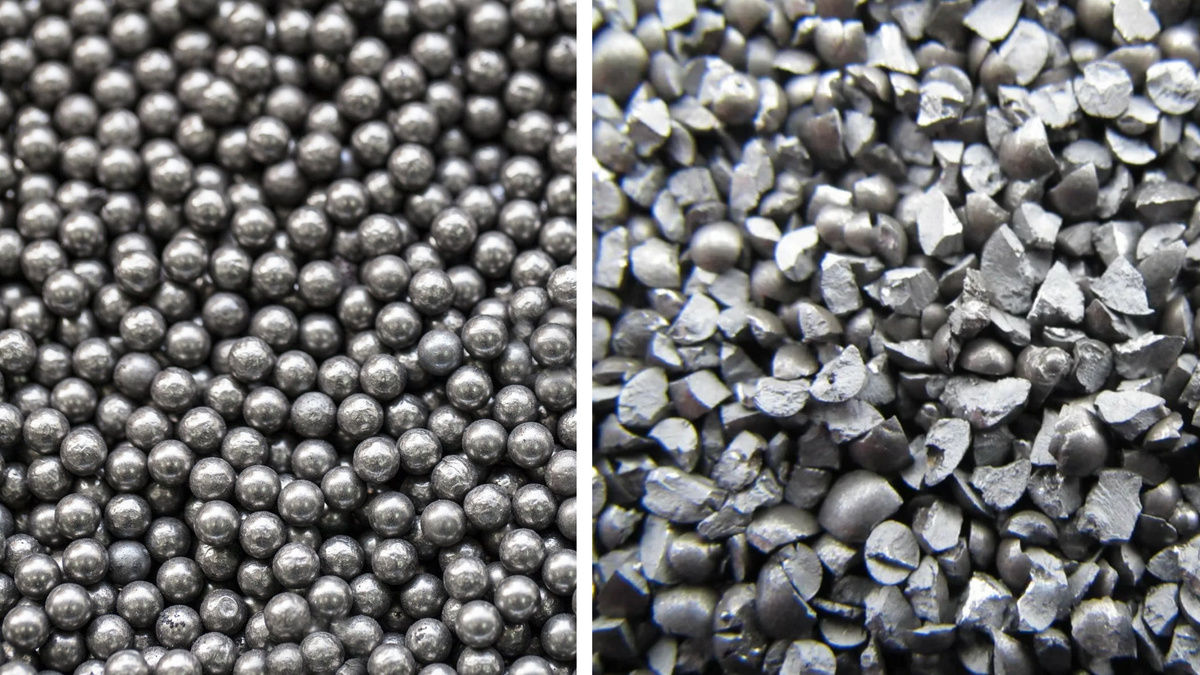
Колотая стальная дробь изготавливается посредством механического разрушения более крупных металлических заготовок. В результате образуются частицы с выраженными острыми гранями, обеспечивающие более интенсивное абразивное воздействие. Такой тип дроби особенно эффективен при удалении стойких загрязнений и плотных слоев окалины. Для достижения требуемых эксплуатационных характеристик оба вида стальной дроби подвергаются термической обработке.
Чугунная дробь производится методом литья расплавленного чугуна с последующим дроблением и фракционной классификацией. Это самый экономичный по начальной стоимости вид абразива. Ее изготавливают из переработанного чугуна, часто методом центробежного диспергирования. Технологический процесс включает подготовку чугуна с заданным химическим составом, формирование заготовок на охлаждаемой поверхности или в специальных формах, измельчение затвердевшего материала и его сортировку по размерам. Заключительным этапом является термическая обработка, позволяющая обеспечить необходимые механические свойства абразива.
Оптимальный тип абразивных частиц выбирается с учётом конкретных производственных задач, геометрии и материала обрабатываемых деталей, а также характеристик удаляемых загрязнений. Гранулы различают по форме и размерам. Продукцию маркируют согласно стандартам технологического процесса и конфигурации применяемого оборудования.
Что выбрать: стальную или чугунную дробь?
Оба материала обладают сопоставимой твердостью и начальной эффективностью очистки, однако ключевые различия делают выбор очевидным для долгосрочной работы. Чугунная дробь создаёт больше пыли, что ухудшает условия труда, а ее главный недостаток — высокий расход на очистку (5–10 кг/м²) и крайне ограниченный срок службы. В отличие от нее, стальная дробь отличается низким пылеобразованием и возможностью многократного использования.
При сравнении абразивов часто смотрят только на цену за тонну.
Но реальная экономическая эффективность определяется не стоимостью материала, а тем, сколько рабочих циклов выдерживает одна партия дроби до разрушения.
Каждая частица абразива проходит сотни и тысячи ударов о поверхность и оборудование. В процессе она постепенно теряет массу, форму и рабочие свойства. Чем выше механическая прочность и однородность структуры, тем дольше дробь сохраняет геометрию и тем реже требуется её пополнение.
Именно поэтому при сравнении абразивов необходимо учитывать:
- количество рабочих циклов до разрушения,
- скорость образования мелкой фракции,
- кратность повторного использования.
Разница в этих параметрах напрямую отражается на годовой потребности в материале, нагрузке на склад и объёме отходов.
Сравнительные данные по ресурсу различных типов дроби приведены в таблице ниже. Расчет приведенных показателей выполнен исходя из типовой производственной модели, при которой предприятие потребляет порядка 50 тонн чугунной дроби в год при заданной интенсивности обработки.
При переходе на литую стальную дробь объём ежегодных поставок при той же производственной нагрузке сокращается на 70–80 %, что обусловлено более высоким ресурсом частиц и их устойчивостью к ударному разрушению. Соответственно, фактическая годовая потребность составляет ориентировочно 10–15 тонн при сохранении сопоставимого результата обработки.
Таким образом, литая стальная дробь не только обеспечивает более безопасные условия работы, но и существенно снижает эксплуатационные затраты, делая ее экономически выгодным решением в долгосрочной перспективе. На сегодняшний день литая стальная дробь стала стандартом для промышленных предприятий, а подход с применением чугунной дроби массово признается устаревшим.
Для достижения оптимального результата LS GROUP рекомендует использовать технологию PantaTec — решение для высокоэффективной очистки и рекуперации абразива, которое замыкает цикл качественной и выгодной обработки поверхностей. В отличие от стандартной абразивоструйной обработки, которая удаляет только окалину и ржавчину, технология PantaTec с присадкой ULTIMATE обеспечивает комплексную очистку: она эффективно устраняет масляные и жировые загрязнения непосредственно в процессе обработки, очищая не только поверхность деталей, но и сам абразив, а также элементы оборудования. Это позволяет подготавливать детали к нанесению лакокрасочных покрытий без промежуточных операций, снижает износ оборудования и трудозатраты, а автоматическое дозирование присадки гарантирует стабильность процесса и равномерное распределение дроби.