В статье рассматривается проблема, с которой регулярно сталкиваются предприятия, выполняющие антикоррозионную защиту трубопроводов и металлоконструкций: превышение максимально допустимой толщины покрытия, указанной производителем краски. На примере испытаний порошкового эпоксидного покрытия П-ЭП-585 показано, что технологический регламент может быть расширен без потери качества. Автор обосновывает необходимость проведения квалификационных испытаний для определения реальных границ работоспособности материала вместо автоматического признания таких участков браком.
1. Проблема «заводского порога»
В практике нанесения жидких и порошковых лакокрасочных материалов (ЛКМ) на металлоконструкции сложной геометрической формы (сварные швы, торцы, карманы, внутренние поверхности трубных узлов) часто возникает ситуация, когда фактическая толщина формируемого покрытия превышает максимальные значения, установленные производителем.
Стандартная позиция технического контроля в таких случаях очевидна: «Не соответствует инструкции производителя — брак». Однако насколько правомерен такой подход с точки зрения физико-механических свойств готового изделия? Заводская инструкция указывает диапазон толщин, в котором производитель гарантирует стабильность всех заявленных характеристик. Но означает ли выход за этот диапазон автоматическую потерю защитных свойств?
Ответ на этот вопрос лежит в плоскости разграничения понятий: является ли слой покрытия при превышении толщины, склонным к растрескиванию и отслоению из-за внутренних напряжений, или он превращается в самостоятельный конструкционный слой, сохраняющий адгезию и эластичность?
2. Методология: отказ от слепого доверия
Ключевая задача технолога — не констатировать факт превышения толщины, а определить предел прочности системы покрытия. Для этого необходимо провести расширенные квалификационные испытания, которые моделируют эксплуатационные нагрузки.
Основная гипотеза заключается в том, что максимальная толщина покрытия — это величина не абсолютная, а зависимая от конкретной марки материала, типа отверждения и условий эксплуатации. Для вывода о годности покрытия требуется доказать:
1. Сохранение адгезии к основному металлу (механическая связь).
2. Сохранение эластичности (прочности при изгибе) (способность выдерживать деформации без микротрещин).
3. Практический кейс: испытания покрытия П-ЭП-585
На базе предприятия ООО «ЛивингСнаб» (г. Альметьевск) были проведены испытания с целью определения реальной максимальной толщины для порошкового эпоксидного покрытия марки П-ЭП-585 (производитель НПК «Пигмент», г. Санкт-Петербург). Данный материал предназначен для внутренней антикоррозионной защиты трубопроводов.
Согласно документации производителя, максимальная рекомендуемая толщина составляет 800 мкм (0,8 мм). Однако геометрия изделий и режимы нанесения оборудования часто провоцируют формирование локальных зон с утолщением до 2–3 мм. Цель испытаний — определить, при какой толщине покрытие перестает соответствовать нормативным требованиям ГОСТ Р 58346.
3.1. Программа испытаний
Для исследования были изготовлены образцы-свидетели из стали размером 250×50×4 мм в количестве 18 штук. Формирование групп:
· 3 образца на каждую испытуемую толщину.
· Контрольные точки толщины: 1,0 мм; 2,0 мм; 3,0 мм; 3,5 мм; 3,8 мм; 4,0 мм.
3.2. Этапы тестирования
В соответствии с ГОСТ Р 58346 (методы испытаний защитных покрытий) образцы прошли следующие этапы:
1. Климатическое кондиционирование:
Образцы выдержаны в воздушной среде при экстремальных температурах -60 °С и +60 °С в течение 15 циклов согласно ГОСТ 27037. Это позволило смоделировать знакопеременные температурные нагрузки, провоцирующие возникновение внутренних напряжений в толстослойных покрытиях.
2. Испытание на стойкость при изгибе:
Проводилось по методике, аналогичной ГОСТ Р 58346 (Приложение Г). Образцы подвергались изгибу до достижения заданного прогиба.
3. Испытание адгезии методом отрыва грибка:
Критически важным здесь является испытание в нагруженном состоянии. В моменте нагружения изгибом и выдержки образца в деформированном состоянии проводилось определение адгезии покрытия к стали. Это жесткое комбинированное испытание (температурный цикл + деформация + отрыв) позволяет оценить способность сверхтолстого слоя работать как единое целое с металлом.
4. Результаты и анализ
Результаты испытаний показали следующие значения (см. Таблицу 1).
Таблица 1 — Зависимость адгезии от толщины покрытия
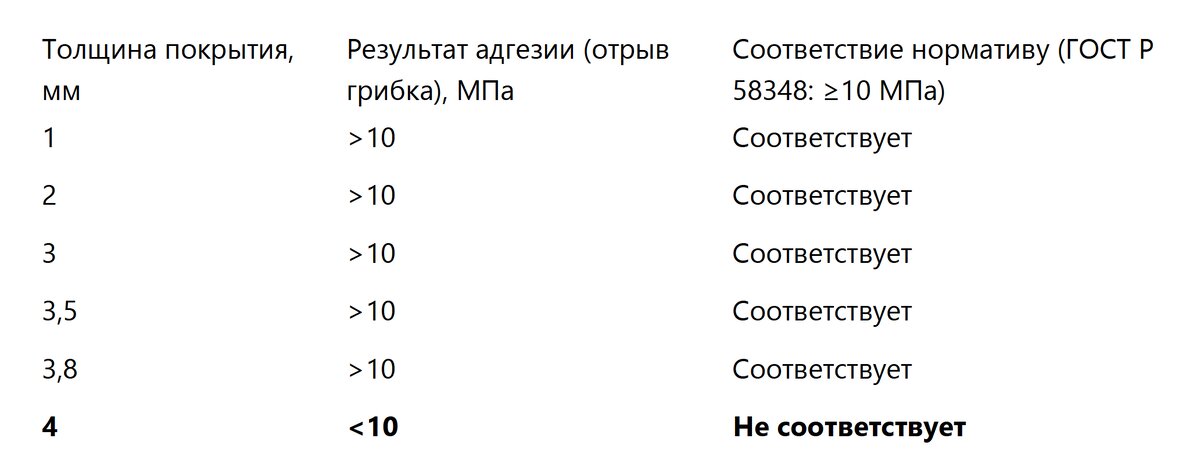
Ключевые выводы из испытаний:
1. Зона стабильности: Образцы с толщиной до 3,8 мм включительно успешно прошли комплекс испытаний. Адгезия оставалась выше нормативного значения в 10 МПа, установленного ГОСТ Р 58346 для данных типов покрытий.
2. Точка отказа: При достижении толщины 4,0 мм произошло падение адгезии ниже нормативных значений.
3. Отсутствие скрытых дефектов: Образцы в диапазоне 1,0–4,0 мм не показали потери целостности при изгибе, что свидетельствует о сохранении эластичности даже при многократном превышении заводской рекомендации (0,8 мм).
5. Обсуждение: покрытие или конструкционный материал
Результаты эксперимента позволяют сделать важное технологическое заключение. Для материала П-ЭП-585 реальный максимальный предел работоспособности составляет 3,8 мм, что в 4,75 раза превышает значение, указанное в стандартной инструкции производителя.
Почему производитель указывает 800 мкм?
Скорее всего Производитель материала покрытия ориентируется на среднестатистические режимы нанесения на линейные трубы где простая геометрия изделия допускает узкий диапазон настройки нанесения толщины покрытия и максимальная толщина обусловлена сокращением перерасхода краски.
Почему технолог может расширить этот предел?
В случаях, когда покрытие наносится на сложные геометрические элементы (сварные швы, участки поворотов, ответвлений, заглушек, ребра жесткости), оснастка или технология неизбежно приводят к локальному утолщению. Если предприятие проводит квалификационные испытания (как описано выше) и подтверждает сохранение адгезии и эластичности при конкретных толщинах, оно имеет полное право разработать внутренний технологический регламент, устанавливающий расширенные допуски по толщине.
6. Технологические рекомендации
На основании проведенной работы для предприятий, выполняющих антикоррозионную защиту, рекомендуется следующий алгоритм действий:
1. Не применять критерий «соответствия инструкции» как единственный. Отсутствие в инструкции производителя краски данных о толщине 3,0 мм не является автоматическим основанием для выбраковки изделия.
2. Проводить квалификационные испытания систем. Для каждой критичной марки материала (особенно эпоксидных порошковых красок) необходимо выполнить программу испытаний по методике, описанной выше: циклы температур (-60…+60), изгиб в нагруженном состоянии, контроль адгезии.
3. Установить «красную линию». По результатам испытаний определяется пороговая толщина (в нашем случае 3,8 мм), за пределами которой свойства не гарантируются. Для толщин ниже этого порога следует разработать внутреннее «Технологическое отклонение», утвержденное службой качества и техническим надзором.
4. Документирование. Результаты испытаний должны быть оформлены протоколом. Наличие такого протокола позволяет службе контроля качества принимать обоснованные решения, а отделу технического надзора — аргументированно отстаивать позицию предприятия перед заказчиком.
Заключение
Слепое следование максимальным значениям толщины, указанным в инструкции производителя краски, без учета реальных физико-механических свойств материала, ведет к необоснованному удорожанию производства (за счет переделок) и не всегда отражает действительную надежность покрытия.
Как показали испытания на базе «ЛивингСнаб», эпоксидное порошковое покрытие П-ЭП-585 сохраняет свои защитные свойства и адгезию при толщинах, в разы превышающих заводские рекомендации. Критическим фактором является не цифра в паспорте, а сохранение прочности сцепления с металлом после воздействия механических и температурных нагрузок.
Таким образом, превышение рекомендованной толщины не является браком, если это превышение находится в границах, подтвержденных квалификационными испытаниями для конкретной системы покрытия. В таких случаях толстослойное покрытие следует рассматривать не как дефект нанесения, а как технологически особенную, но полноценную защитную систему.
Данная статья подготовлена на основе практического опыта работы с порошковыми покрытиями и может служить методической базой для технологов и специалистов служб качества антикоррозионных производств.