
Жёсткость, крутящий момент и термостабильность для обработки корпусных деталей в тяжёлом и среднетяжёлом резании.
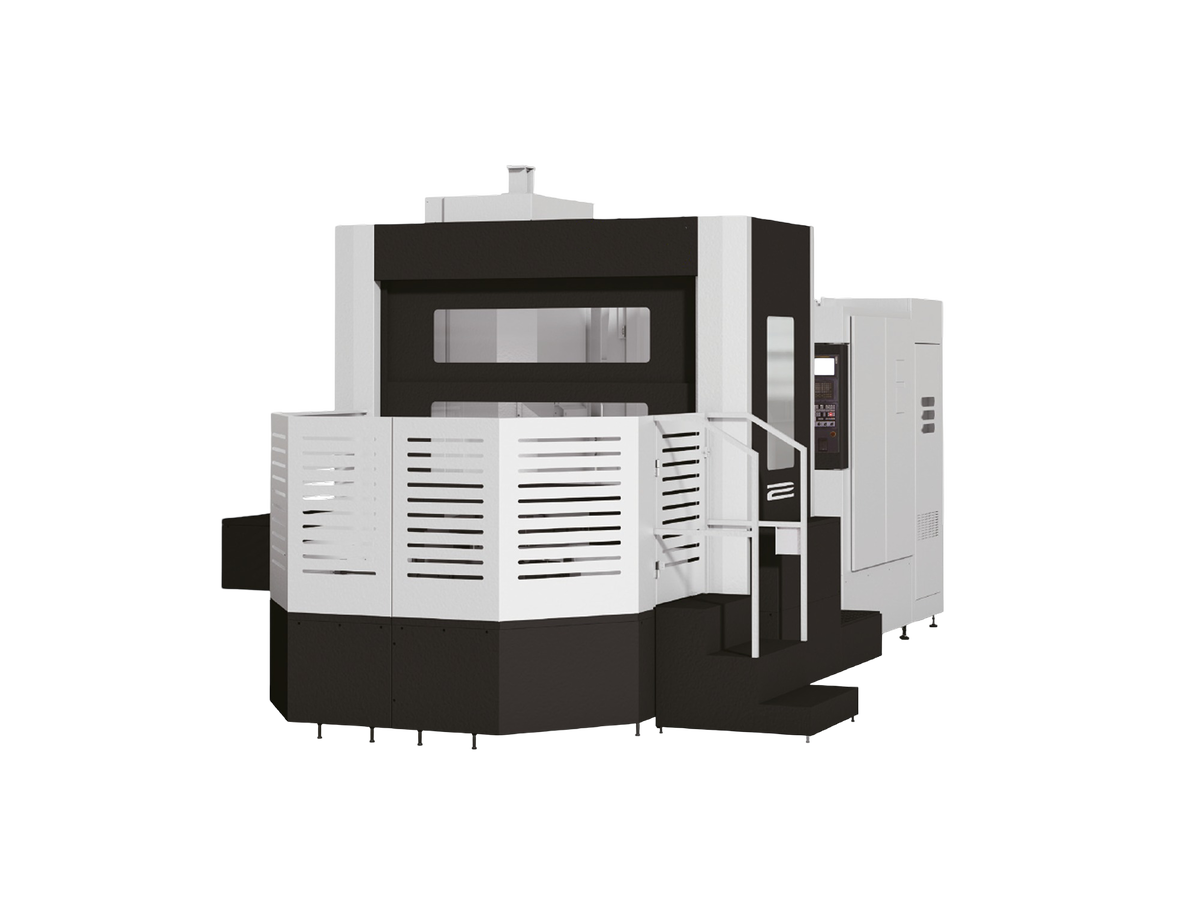
При обработке крупногабаритных корпусных деталей основная проблема редко сводится только к размеру заготовки. На практике производство сталкивается с совокупностью факторов: длинный вылет инструмента, рост вибраций, накопление ошибки после нескольких установов, перегрев зоны резания и сложный отвод стружки. Именно для таких задач и применяется горизонтальный обрабатывающий центр H63II, рассчитанный на силовое фрезерование, расточку и сверление тяжёлых деталей с высокой повторяемостью результата.
Ключевые ориентиры этой модели: размер поворотного стола 630 x 630 мм, шпиндель BT50 для тяжёлого резания и максимальный крутящий момент до 703 Н·м.
Почему это важно для производства
Если деталь приходится многократно переставлять между операциями, предприятие теряет время не только на базирование. Растёт риск разброса размеров, появляется зависимость от квалификации оператора, а стоимость одной годной детали становится чувствительной к любому внеплановому отклонению. Горизонтальная компоновка решает эту задачу именно на уровне процесса, а не только на уровне паспортных характеристик станка.
Грузоподъёмность станка достигает 1300 кг, что позволяет обрабатывать тяжёлые корпусные заготовки с боковых сторон или по круговой интерполяции при опции ЧПУ стола. Перемещения по осям X / Y / Z составляют 1050 / 850 / 900 мм, чего достаточно для обработки средних корпусных деталей. Магазин инструмента рассчитан на 40 позиций с возможностью расширения до 120, что удобно для многопереходной обработки. В качестве системы ЧПУ используется Fanuc 0i-MF Plus, распространённая и понятная в эксплуатации платформа.
Где H63II даёт реальный технологический эффект
Для деталей типа корпуса редуктора, насосного блока, основания силового агрегата или массивного литого элемента критична не максимальная скорость шпинделя сама по себе, а способность станка удерживать режим под нагрузкой. В этом смысле H63II ориентирован не на высокоскоростную обработку лёгких деталей, а на стабильную работу в тяжёлом и среднетяжёлом резании, когда важны жёсткость силовой схемы, точное позиционирование и предсказуемое поведение станка в длинном цикле.
Горизонтальная компоновка особенно полезна там, где за один установ необходимо обработать несколько взаимосвязанных поверхностей. Это позволяет сократить число промежуточных базирований, а значит уменьшить суммарную погрешность взаимного расположения отверстий, плоскостей и расточек. Для корпусных деталей это принципиально: каждая лишняя переустановка увеличивает риск накопления ошибки и усложняет межоперационный контроль.
Конструктивные особенности и их практический смысл
Т-образная интегрированная станина коробчатого типа из высокопрочного чугуна с М-образными внутренними рёбрами жёсткости нужна не для маркетинга, а для реального демпфирования колебаний и перераспределения усилий в зоне резания. При тяжёлой обработке крупной детали именно основание станка определяет, насколько система устойчива к вибрациям и как долго она способна сохранять точностные характеристики без деградации качества поверхности.
Симметричная портальная колонна работает на термостабильность. Это особенно важно при длительных циклах, когда изменение температуры в шпиндельном узле, приводах и несущих элементах может сместить геометрию обработки. Чем симметричнее силовая схема и чем стабильнее тепловое поведение конструкции, тем меньше дрейф размеров в течение смены.
Система балансировки по оси Y снижает переменные нагрузки на привод и направляющие. Для технолога это означает не только ресурс узлов, но и более устойчивое поведение станка при перемещении тяжёлых масс, особенно в режимах, где требуется комбинировать силовое резание с координатно точными переходами.
Система из двух сменных столов, или паллет, позволяет организовать работу без лишнего простоя станка: пока на одном столе идёт обработка, на втором можно выполнять загрузку, базирование и подготовку следующей заготовки. Для серийного и повторяющегося производства это означает меньше вспомогательного времени на переустановку, более ровный темп выпуска и более предсказуемую загрузку станка в течение смены.
Основные характеристики H63II
- Два сменных стола 630 x 630 мм при времени смены паллеты 45 секунд позволяют сократить паузу между циклами и организовать работу по схеме: обработка на одном столе, подготовка следующей детали на втором.
- Грузоподъёмность до 1300 кг даёт возможность уверенно работать с тяжёлыми корпусными деталями и оснасткой без постоянного компромисса по массе заготовки.
- Шпиндель BT50 логичен для силового резания, больших диаметров инструмента и операций, где требуется повышенная жёсткость соединения инструмента со шпинделем.
- Скорость до 6000 об/мин показывает, что станок ориентирован на обработку стали, чугуна и сложных корпусных деталей, а не на сверхскоростную обработку лёгких алюминиевых компонентов.
- Крутящий момент до 703 Н·м важнее самой скорости в режимах тяжёлого фрезерования и черновой расточки.
- Смена инструмента до 16 секунд, стружка-стружка, достаточна для серийного производства, где цикл включает большое количество разных инструментов, что позволяет уменьшить вспомогательное время при обработке сложных деталей.
Два стола для непрерывного ритма обработки
Для серийного производства это не просто удобство загрузки, а инструмент сокращения вспомогательного времени между циклами.
На первом столе идёт обработка детали в рабочей зоне. Станок выполняет фрезерование, расточку или сверление в основном цикле без отвлечения оператора на следующую заготовку.
На втором столе в это же время можно выполнять установку, базирование и проверку оснастки вне зоны резания, сокращая паузу между циклами.
Такая схема особенно полезна при серийной обработке корпусных деталей, когда важно уменьшить простой станка и удерживать стабильный выпуск партии без лишних остановок на переустановку.
Ключевое преимущество горизонтальной схемы
При обработке корпусов, где образуется значительный объём стружки, горизонтальная компоновка обычно эффективнее удаляет стружку из зоны резания под действием силы тяжести. Это снижает риск повторного перерезания стружки, локального перегрева инструмента и повреждения обработанной поверхности. В результате легче удерживать стойкость инструмента и качество при длительных циклах обработки.
Какие производственные проблемы решает этот станок
1. Вибрации при расточке и фрезеровании
Жёсткая база, уменьшенный вылет инструмента за счёт конструкции шпиндельного узла и шпиндель BT50 позволяют увереннее вести тяжёлую обработку, снижая вероятность вибрационных следов на поверхности.
2. Ошибки после нескольких установов
Поворотный стол и возможность обработки нескольких сторон детали за один установ уменьшают накопление погрешности и упрощают обеспечение соосности и взаимного расположения элементов.
3. Потери времени на оснастку и инструмент
Магазин на 40 позиций с опциями расширения до 120 инструментов позволяет собирать более комплексный цикл и реже вмешиваться в процесс при смене номенклатуры.
Дополнительный эффект даёт управляемый или индексируемый стол. Для многих корпусных деталей это не просто функция удобства, а инструмент снижения трудоёмкости обработки и возможность обработки криволинейных поверхностей. При работе с деталями, требующими обработки нескольких взаимно перпендикулярных плоскостей и отверстий, станок H63II позволяет снизить вероятность погрешности обработки, так как исключается необходимость в переустановке детали.
Технические характеристики H63II
- Количество столов, паллет: 2 сменных стола.
- Скорость смены паллеты: 45 сек.
- Размер стола: 630 x 630 мм.
- Грузоподъёмность: до 1300 кг.
- Стол: индексируемый 1°, опционально 0,001°.
- Шпиндель: BT50, до 4500 об/мин.
- Крутящий момент: до 703 Н·м.
- Привод: 15 / 18,5 кВт, опционально до 22 кВт.
- Магазин инструмента: 40, опционально 60, 90, 120.
- Масса станка: 16 т.
Где H63II особенно уместен
Наиболее логичная сфера применения станка — тяжёлое машиностроение и производство корпусных деталей, где необходимо сочетать силовую обработку с точным взаимным расположением поверхностей. Это могут быть корпуса редукторов, насосные и компрессорные блоки, элементы железнодорожной техники, детали для нефтегазового оборудования, литые и сварные основания, а также узлы для энергетического машиностроения.
Если предприятие регулярно сталкивается с массивными заготовками, большим припуском и требованиями к обработке нескольких сторон за один цикл, серия станков HII будет технологически оправданным выбором. Если же основная номенклатура состоит из лёгких деталей с упором на сверхвысокие обороты шпинделя и минимальное время воздушных переходов, то стоит рассматривать станки для высокоскоростной обработки из серии HPC.
Такой честный подход важен: правильно выбирать станок под задачу, а не пытаться выполнять задачи на не подходящем оборудовании.
Вывод
H63II — это не универсальный компромисс, а специализированный инструмент для тех производств, где важно стабильно обрабатывать тяжёлые корпусные детали, снимать значительный припуск и удерживать геометрию в длительном цикле. Его сильные стороны — жёсткая конструкция, шпиндель BT50 с высоким крутящим моментом, рациональная горизонтальная схема и возможность сократить количество установов.
Для технолога главный плюс этой модели заключается в предсказуемости процесса: меньше проблем со стружкой, выше устойчивость при силовом резании, удобнее обеспечивать точность взаимного расположения элементов. Именно поэтому H63II представляет практический интерес для машиностроительных производств и там, где есть потребность в тяжёлой фрезерной обработке корпусных деталей.
Подбор решения под ваши задачи
Если вы подбираете оборудование под конкретные детали, тип обработки или производственную загрузку, специалисты ООО "Промсфера" помогут оценить задачу и предложить подходящее решение.
Связаться с нами можно по телефону: +375 (29) 790-25-25.
Электронная почта для запроса: sales@toolarena.by.