В производстве современных стальных дверей конкуренция идет на уровне миллиметров. Покупатель хочет видеть идеальное прилегание полотна к коробу, минимальные зазоры и «острые», четкие грани. В Arkadian Business China мы знаем: чтобы получить минимальный радиус гиба на листе 1.2–2.0 мм, недостаточно просто купить мощный пресс — нужно выстроить инженерную систему из правильного инструмента, адаптивной электроники и компенсации прогиба.
Технология: Секрет «острого» угла
Стандартная гибка на универсальном инструменте оставляет радиус, примерно равный толщине металла (R = S). Для двери это часто выглядит «замыленно». Чтобы добиться эффекта «ножа» (R < 0.5 мм), мы внедряем три технологических решения:
1. Специальные пуансоны с малым радиусом при вершине: Использование прецизионного инструмента из легированной стали с радиусом 0.2–0.6 мм.
2. Узкие V-образные матрицы: Подбор раскрытия матрицы (V) в соотношении 6–8 толщин металла для создания максимального усилия в точке гиба.
3. Система бомбирования (Wila/Crowning): Автоматическая компенсация прогиба стола. Без нее угол в центре 2-метрового дверного полотна будет «недогнут» на 1.5–2 градуса, что приведет к перекосу всей конструкции.
Кейс из практики: От эконом-сегмента к дизайнерским дверям
Наш клиент, завод в Поволжье, столкнулся с рекламациями: после покраски порошковой эмалью радиусы на полотне выглядели неопрятно, а уплотнитель прилегал неравномерно. Это мешало выйти в сегмент дверей стоимостью от 80 000 рублей.
Специалисты Arkadian Business China поставили высокоскоростной гидравлический пресс с ЧПУ DELEM и комплектом закаленного инструмента, рассчитанного специально под дверные профили.
Результат внедрения:
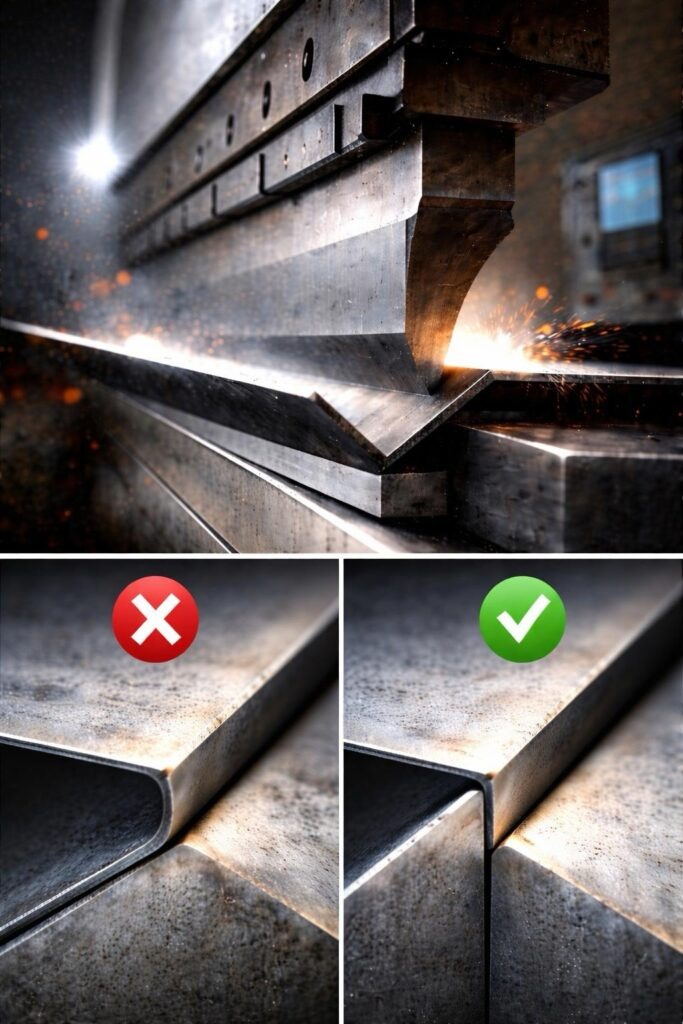
• Геометрия: Радиус внешнего угла снизился с 2.5 мм до 0.8 мм. Дверь приобрела монолитный, «автомобильный» вид.
• Сборка: Благодаря точности гиба (+/- 0.3°), полотно стало идеально входить в короб. Время на рихтовку и подгонку перед сваркой сократилось на 40%.
• Экономия: Использование функции «сопровождения листа» (Sheet Follower) позволило одному оператору работать с тяжелыми заготовками 2500х1200 мм без риска образования «обратного гиба» под собственным весом.
(Здесь рекомендуется вставить фото: Крупный план — профиль дверного полотна в матрице пресса. Виден идеально четкий угол и плотное прилегание пуансона к металлу.)
Расчет окупаемости: Когда окупается точность
Пресс с ЧПУ и системой бомбирования стоит на 20–30% дороже базовых моделей. Давайте посмотрим на цифры.
• Брак: На обычных прессах из-за разной толщины металла в партии (допуск листа) 3–5% изделий требуют доработки. На станке с датчиками измерения угла (Laser Angle Measuring) брак падает до 0.5%.
• Производительность: Автоматический задний упор (4-6 осей) позволяет гнуть сложный дверной профиль за один установ. Это экономит 2-3 минуты на каждой двери. При выпуске 50 дверей в смену — это +2 часа чистого рабочего времени.
• Маржинальность: Дверь с «острыми» углами и идеальным притвором продается на 15-20% дороже при той же себестоимости металла.
• Итог: За счет повышения класса изделий и сокращения штата сборщиков-рихтовщиков, разница в цене станка окупается за 4–6 месяцев работы.
Инженерный сервис от Arkadian Business China
Мы не просто продаем листогибы — мы создаем технологию производства двери под ключ. Если ваша цель — минимальный радиус, мы рассчитаем усилия, подберем конфигурацию задних упоров для гибки узких полок и обучим персонал работе с картами раскроя. В Arkadian Business China мы поставляем инженерные решения, которые позволяют вашему продукту выглядеть дороже своей цены, обеспечивая при этом безупречную надежность и повторяемость.