Как на коленке сделать простую и удобную форму для отливки цилиндрических заготовок из алюминия?
Некоторое время назад я рассказывал о изготовлении простой печи для плавки алюминия. Печь работает, она удобна и эффективна, но пришло время вернуться к этой истории с другого конца - куда, собственно, расплавленный алюминий лить?!
Для начала напомню про печь. Вот ссылки на все три части этой истории:
Собствено, главная "продукция" такой печи - это цилиндрические отливки для токарного станка, кругляк. Для них нужна форма - в идеале бесшовная труба. Неплохо работают внутренние цилиндры от автомобильных амортизаторных стоек - из них заготовку можно выбить, но иногда не без труда - хотя шва и нет, мешает деформация самой трубы, которую от температуры слегка корежит... Да и из большинства амортизаторных стоек удается добыть трубы, позволяющие лить заготовки только диаметром 28-30 мм, а иногда нужны и другие диаметры...
В итоге было решено попробовать использовать разрезные формы из шовных труб, и они неплохо себя показали.
Собственно, берется любая стальная тонкостенная труба и режется болгаркой вдоль по шву по одной стенке. Сильно заботиться о том, чтобы шов полностью ушел при распиле в опилки - не нужно. Сильно чисто обрабатывать кромки реза внутри и снаружи - тоже не нужно: достаточно слегка убрать заусенцы.
Затем труба стягивается червячными хомутами. Длина и диаметр - по необходимости.

Труба стягивается хомутами, но неплохо пружинит, и первая отливка проходит плохо - даже через стянутый хомутами разрез расплавленный алюминий ссыт, как из ведра... Но после первой отливки металл трубы отпускается, становится мягче и пластичнее, и уже хорошо держит расплавленный алюминий.
Трубу для заливки алюминия устанавливаем на опорную затычку - стальной цилиндр, соответствующий по диаметру внутреннему диаметру трубы (плюс-минус, точность неважна), приваренный к устойчивому стальному основанию:
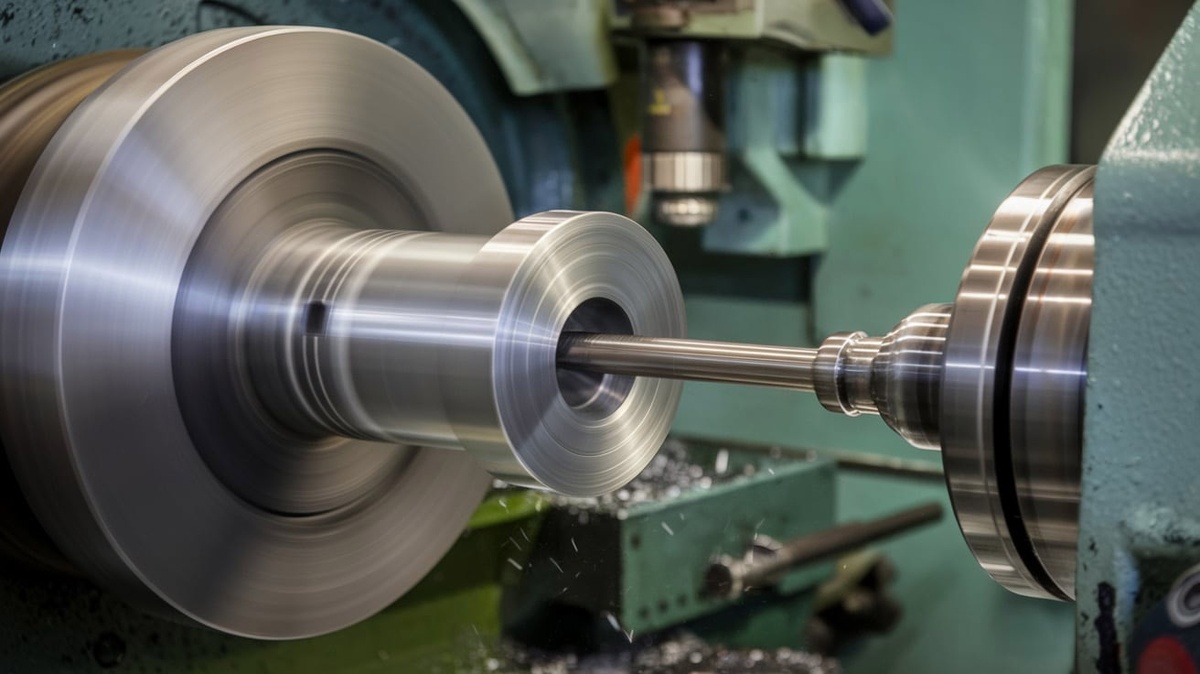
В результате получаются достаточно ровные отливки, которые после черновой обдирки служат отличными заготовками для токарки.
Видно, что тигель набит нарезанными отливками с треугольным профилем. Это алюминий, прошедший первичную переплавку, отлитый в форму из стального уголка и нарезанный затем на куски. Такая форма сечения отливок (треугольная) шикарно подходит для квадратного тигля из профтрубы 80х80 или 100х100 мм. Тигель набивается максимально плотно за один раз, заготовками, сложенными в форме условного квадрата.