Если вы когда-либо выбирали линейные направляющие для станка с ЧПУ, 3D-принтера или промышленного робота, то наверняка обращали внимание на загадочные буквы в маркировке кареток: ZO, ZA, ZB. Производители, включая EMT, всегда указывают этот параметр в технических таблицах, но далеко не всегда понятно, что он означает и почему за ним скрываются сотни тысяч рублей разницы в стоимости оборудования.
В этой статье мы подробно разберем, что такое преднатяг, зачем он нужен, как маркировка ZO, ZA, ZB влияет на поведение станка и, самое главное, - как не ошибиться с выбором.
Что такое преднатяг? Простыми словами
Представьте себе обычный шарикоподшипник. В нем всегда есть микроскопический зазор между шариками и дорожками качения. Этот зазор необходим для свободного вращения, но он же является источником люфта.
В линейных направляющих используется та же логика. Преднатяг (preload) - это искусственно созданное усилие, которое выбирает внутренние зазоры между телами качения (шариками или роликами) и дорожками качения на рельсе и каретке .
Проще говоря, когда мы создаем преднатяг, мы немного «сжимаем» каретку, прижимая тела качения к рельсе с заданным усилием. Это делается еще на заводе путем подбора шариков чуть большего диаметра или специальной геометрии дорожек качения.
Зачем нужен преднатяг?
Может показаться, что зазоры - это хорошо, ведь они уменьшают трение. Однако в прецизионном оборудовании зазоры - это главный враг. Преднатяг решает три ключевые задачи:
1. Устранение люфтов: Самое очевидное преимущество. В нагруженной направляющей с нулевым или отрицательным зазором (преднатягом) просто не возникает мертвого хода при смене направления движения. Для фрезерного станка это означает, что при переходе с подачи вправо на подачу влево инструмент не «просядет» и не испортит деталь.
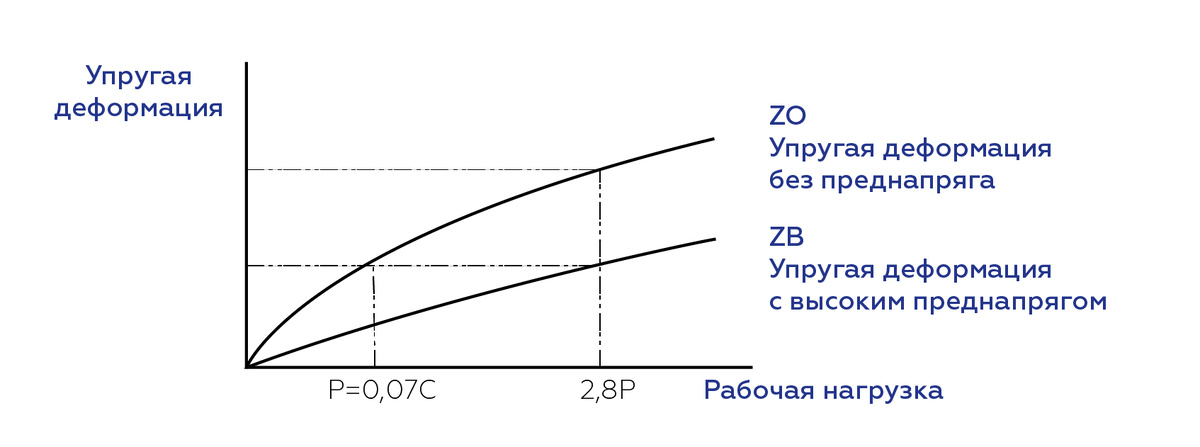
2. Повышение жесткости: Преднатяг делает узел «каретка-рельса» монолитным. Под нагрузкой направляющая с преднатягом прогибается значительно меньше, чем направляющая с зазором. Это критически важно для тяжелых режимов резания, где усилия велики.
3. Улучшение динамики и точности: Благодаря отсутствию люфтов и повышенной жесткости, станок точнее отрабатывает траекторию, быстрее реагирует на управляющие сигналы и обеспечивает более высокое качество обработанной поверхности.
Три уровня преднатяга: ZO, ZA, ZB
В большинстве каталогов, включая продукцию EMT, используется именно эта классификация. Она показывает степень предварительного натяга и, соответственно, область применения направляющей.
🟢 ZO (Zero) - Нулевой или легкий преднатяг (0–0,02C)
Это минимальный уровень преднатяга.
Когда применяется: Для механизмов с низкими требованиями к точности и жесткости, где важна легкость хода и отсутствие перегрева.
Типичные примеры: 3D-принтеры (особенно любительского уровня) и FDM-принтеры, легкое автоматизированное оборудование (манипуляторы для сортировки), сварочные аппараты и машины для резки проволоки, оборудование, где нагрузка действует строго в одном направлении и отсутствуют знакопеременные нагрузки .
Плюсы: Минимальное трение, низкое тепловыделение, длительный срок службы.
Минусы: Невысокая жесткость, наличие микро-люфтов.
🟡 ZA (Light Preload) - Легкий преднатяг (0,05–0,07C)
Самый популярный и универсальный класс преднатяга. Он обеспечивает отличный баланс между жесткостью, точностью и ресурсом.
Когда применяется: Для большинства металлообрабатывающих станков и промышленного оборудования среднего класса.
Типичные примеры: фрезерные станки с ЧПУ по дереву и алюминию, токарные станки, сверлильные и резьбонарезные станки, промышленные роботы и крупные манипуляторы, оборудование для обработки камня и деревообрабатывающие станки.
Плюсы: Хорошая жесткость, высокая точность позиционирования, отсутствие заметных люфтов.
Минусы: Трение выше, чем у ZO, требуется более мощный привод.
🔴 ZB (Medium Preload) - Средний преднатяг (0,12–0,14C)
Максимальный уровень преднатяга, который применяется в самых ответственных узлах. Такая направляющая работает как единое целое с рельсой.
Когда применяется: Для тяжелых режимов резания, вибрационных и ударных нагрузок.
Типичные примеры: Тяжелые обрабатывающие центры (горизонтальные и вертикальные), шлифовальные станки, токарные станки с наклонной станиной, портальные станки с мощным шпинделем.
Плюсы: Максимальная жесткость, способность гасить вибрации, идеальна для прецизионной обработки.
Минусы: Самое высокое трение, требует мощного привода, может перегреваться на высоких скоростях, ресурс ниже, чем у ZO.
Что означает маркировка C и как это влияет на жесткость?
В таблицах вы можете встретить обозначения типа 0,07C или 0,12C. Здесь C - это базовая динамическая грузоподъемность направляющей (указывается в каталоге для каждой каретки). Производитель подбирает размеры тел качения так, чтобы создаваемое ими внутреннее усилие составляло определенную долю (например, 7% или 12%) от этой грузоподъемности.
· 0,07C (ZA): Означает, что внутреннее усилие, прижимающее каретку к рельсе, составляет 7% от базовой динамической грузоподъемности.
· 0,12C (ZB): Соответственно, усилие составляет 12% от C.
Чем выше этот процент, тем сильнее прижаты шарики и тем выше жесткость направляющей.
Как преднатяг влияет на трение и нагрев?
Важно понимать обратную сторону медали. Чем выше преднатяг, тем больше трение в направляющей. А трение неизбежно приводит к нагреву.
· ZO: Каретка движется максимально легко, нагрев минимален даже на высоких скоростях.
· ZA: Трение ощутимо выше. На высоких скоростях (например, >60 м/мин) каретка может заметно нагреваться, что требует учета в конструкции (компенсация теплового расширения).
· ZB: Трение максимально. Такие направляющие часто используются на низких скоростях, но с высокими нагрузками. При длительной работе на высокой скорости перегрев неизбежен, что может привести к выходу каретки из строя.
Как выбрать правильный преднатяг?
Чтобы не ошибиться, следуйте этому простому алгоритму:
1. Определите тип нагрузки. Есть ли в вашем механизме знакопеременные нагрузки (движение вперед-назад под нагрузкой)? Если да, вам нужен преднатяг (минимум ZA). Если нагрузка всегда направлена в одну сторону (например, вес стола), можно рассмотреть ZO.
2. Оцените требования к точности. Для высокоточной обработки (фрезеровка металла, шлифовка) выбирайте ZA или ZB. Для позиционирования без высоких нагрузок (3D-печать, транспортировка) подойдет ZO.
3. Учтите скорость движения. На высоких скоростях лучше использовать ZO или ZA, чтобы избежать перегрева. На низких скоростях с высокими нагрузками выбирайте ZA или ZB.
4. Проверьте наличие ударных нагрузок и вибраций. Если оборудование работает в условиях вибрации (фрезерный станок), преднатяг обязателен. ZB справится лучше всего.
5. Посоветуйтесь с производителем. В сложных случаях всегда можно обратиться к техническим специалистам «Евромеханики», которые помогут подобрать оптимальное решение.
Итоговая таблица выбора
Часто задаваемые вопросы
Можно ли заменить каретку ZO на ZB на уже работающем станке?
Технически - да, если совпадают типоразмеры. Но будьте готовы к тому, что двигателям может не хватить мощности, чтобы «продавить» более тугую каретку. Также возможно, что направляющая начнет перегреваться. Замена должна быть обоснована расчетами.
Что будет, если поставить каретку ZA вместо ZO на 3D-принтер?
Принтер, скорее всего, будет работать, но из-за повышенного трения двигатели будут греться сильнее, а скорость печати, возможно, придется снизить. С другой стороны, качество печати может немного улучшиться за счет отсутствия люфтов.
Почему каретки ZB дороже, чем ZO?
Потому что они требуют более точного подбора тел качения и более жестких допусков при производстве. Кроме того, они рассчитаны на более тяжелые условия работы, что закладывается в конструкцию.
Преднатяг - это не просто техническая характеристика, а фундаментальный параметр, определяющий поведение вашего станка. Правильный выбор между ZO, ZA и ZB позволяет найти идеальный баланс между точностью, жесткостью, скоростью и ресурсом оборудования.
В ассортименте «Евромеханики» представлены линейные направляющие и каретки всех трех классов преднатяга. Наши специалисты всегда готовы помочь с подбором оптимального решения для вашей конкретной задачи. Не ошибитесь в выборе - и ваш станок прослужит долгие годы!