Выбор материала для станины металлообрабатывающего станка определяет точность, виброустойчивость и ресурс всего оборудования. Десятилетиями серый чугун оставался практически безальтернативным материалом для станин — он дёшев в производстве, хорошо обрабатывается и обладает достаточной жёсткостью. Однако с ростом требований к точности и производительности чугун начал уступать полимербетону (эпоксидному граниту, минеральному литью) — композиционному материалу, широко применяемому в высокоточном станкостроении Швейцарии, Германии и Японии.
Компания SYIL Machine Tools совместно со швейцарским концерном SCHNEEBERGER GmbH перевела всю линейку своих фрезерных обрабатывающих центров (X7, X9 и другие модели) на станины из минерального литья SCHNEEBERGER. Настоящий технический обзор систематизирует данные официального каталога SCHNEEBERGER, результаты независимых исследований и практический опыт эксплуатации, сравнивая оба материала по параметрам, критически важным для металлообработки.
Что такое минеральное литьё SCHNEEBERGER
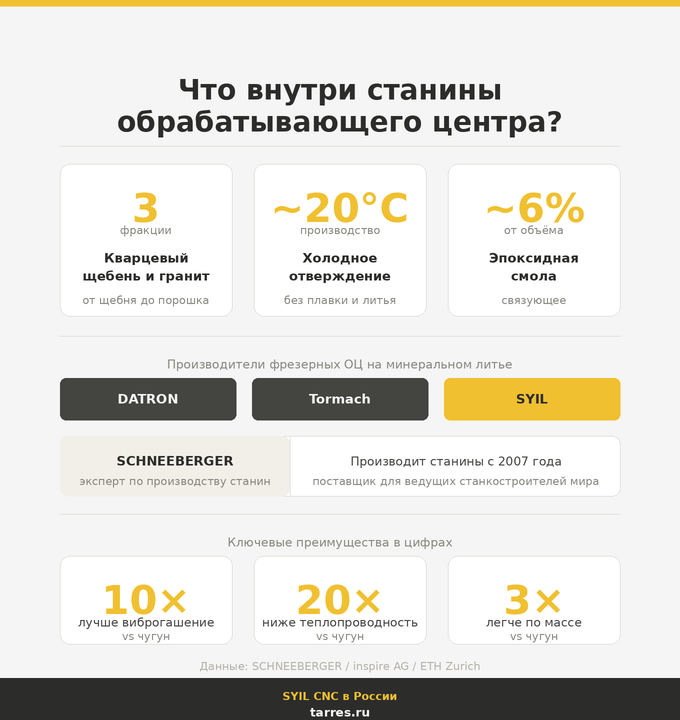
Минеральное литьё (полимербетон, эпоксидный гранит) — это полимерный композит на основе гранитного и кварцевого заполнителя различных фракций (от 16 мм до размеров пыли), связанного высококачественной эпоксидной смолой. Доля смолы в составе невелика — основу материала составляют минеральные компоненты, что и определяет его уникальные физические свойства.
SCHNEEBERGER GmbH (Швейцария) — один из мировых лидеров в производстве компонентов для точного машиностроения: линейных направляющих, измерительных систем, инструментальных магазинов и минерального литья. Технология холодного литья компании предполагает смешение компонентов при комнатной температуре, заливку в прецизионные формы с вибрационным уплотнением и последующее отверждение. Весь процесс обходится без плавки металла и высокотемпературного нагрева.
Технические характеристики материала
Ниже приведены официальные данные из каталога SCHNEEBERGER Mineral Casting для стандартных рецептур минерального литья, применяемых в станинах металлообрабатывающего оборудования:
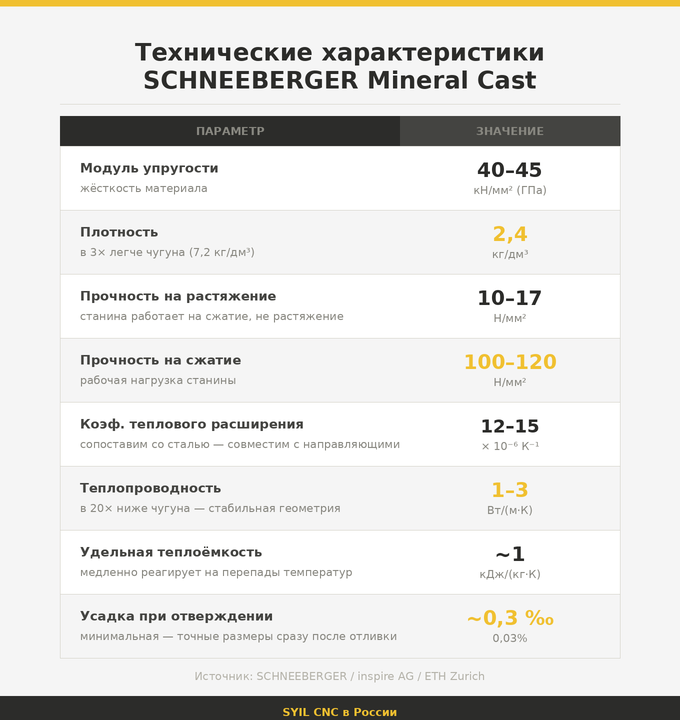
Для сравнения: теплопроводность серого чугуна составляет ~46–50 Вт/(м·К), то есть в 15–50 раз выше, чем у минерального литья. Модуль упругости чугуна (~100–120 ГПа) выше, однако это компенсируется возможностью выполнять рёберные и коробчатые сечения значительно большей толщины при той же суммарной массе конструкции — за счёт низкой плотности эпоксидного гранита (2,4 против 7,1–7,3 кг/дм³).
Сравнение с серым чугуном по ключевым параметрам
Виброустойчивость — главное преимущество
Вибрации в процессе резания — главный источник погрешностей при металлообработке. Они передаются через шпиндель и направляющие на деталь, оставляя следы на обработанной поверхности (рябь, волнистость, огранку), а также ускоряют износ режущего инструмента и подшипников шпинделя.
Термостабильность
Тепловые деформации — второй по значимости источник погрешностей в металлообработке. Станина, быстро нагревающаяся от двигателей, шпинделя и процесса резания, меняет геометрию, нарушая параллельность и перпендикулярность направляющих.
Минимальная усадка — точность геометрии
Усадка при отверждении эпоксидного гранита составляет всего ~0,3 ‰ (0,03%). Для сравнения, усадка серого чугуна при кристаллизации — 0,8–1,0%, то есть примерно в 30 раз больше. Это означает, что станина из минерального литья воспроизводит геометрию формы с исключительной точностью, без коробления и внутренних напряжений, характерных для чугунного литья.
Практическое следствие: монтажные поверхности под линейные направляющие, опорные площадки и базовые поверхности после отливки требуют минимальной финишной обработки. Как указывает SCHNEEBERGER:
«Low shrinkage effectively controls geometric errors, improving assembly consistency» — малая усадка контролирует геометрические отклонения, повышая стабильность сборки.
Химическая стойкость и антикоррозионные свойства
Металлообрабатывающий станок работает в химически агрессивной среде: водно-масляные СОЖ, синтетические смазки, продукты окисления металлической стружки и пар постоянно воздействуют на поверхности станины. Эпоксидный гранит устойчив к большинству применяемых в металлообработке СОЖ, минеральных и синтетических масел, слабых кислот и щелочей.
Серый чугун без качественного защитного покрытия активно корродирует при контакте с водосодержащими СОЖ. Характерная проблема чугунных станин — ржавление внутренних полостей, поддонов и зон накопления стружки. Это не только ухудшает внешний вид, но при длительной эксплуатации приводит к изменению геометрии контактных поверхностей.
Станина из минерального литья не требует внутренних защитных покрытий — исключена проблема отслоения и набухания лакокрасочных слоёв под воздействием эмульсий СОЖ, типичная для чугунных конструкций бюджетного класса.
Технологические преимущества производства
Холодный процесс литья
Технология холодного литья SCHNEEBERGER не требует высокотемпературной плавки. Смешение компонентов, заливка и отверждение происходят при комнатной температуре. Это обеспечивает «более стабильную структуру материала» (согласно каталогу) за счёт отсутствия термических остаточных напряжений, неизбежных при кристаллизации расплавленного чугуна.
Заливка компонентов в тело станины
Уникальная возможность минерального литья — встраивание функциональных элементов непосредственно в тело отливки на этапе формовки. Каталог SCHNEEBERGER указывает:
«Integration of the most diverse mechanical components — supports direct casting of threaded inserts, cooling channels, and cable ducts, simplifying secondary machining processes.» - «Интеграция самых разнообразных механических компонентов — поддерживает прямое литье резьбовых вставок, каналов охлаждения и кабельных каналов, упрощая процессы вторичной механической обработки».
Сложная геометрия без дополнительной обработки
Минимальная усадка (0,3 ‰) и точность холодного литья позволяют воспроизводить сложные рёберные, коробчатые и ячеистые конструкции с точными размерами без последующего фрезерования или шлифования. Чугунное литьё требует значительного объёма финишной обработки из-за усадки при кристаллизации и термических деформаций.
Экологические преимущества
Производство эпоксидного гранита не требует высокотемпературной плавки, что даёт существенный экологический выигрыш. По данным SCHNEEBERGER, на каждую тонну минерального литья выделяется на 1,6 тонны CO₂ меньше, чем при производстве аналогичной массы стали или серого чугуна.
Для станины массой 300–500 кг (типичный вес станины компактного фрезерного центра) это сокращение углеродного следа составляет 480–800 кг CO₂ на единицу оборудования. Все продукты из минерального литья SCHNEEBERGER полностью перерабатываемы: измельчённый материал может повторно использоваться как заполнитель или строительный материал.
SYIL и SCHNEEBERGER: практическое воплощение технологии
SYIL Machine Tools — один из немногих производителей компактных фрезерных обрабатывающих центров, полностью перешедших на минеральное литьё SCHNEEBERGER в качестве основного конструкционного материала станин. Это решение обеспечивает пользователям конкретные производственные выгоды:
• Качество поверхности: шероховатость Ra и волнистость обработанной детали заметно ниже, чем у чугунных аналогов при тех же режимах резания — особенно при контурном фрезеровании и чистовых проходах.
• Стойкость инструмента: снижение вибрационной нагрузки на режущую кромку напрямую продлевает ресурс фрезы. Пользователи SYIL отмечают увеличение стойкости инструмента на 20–40% по сравнению с чугунными станинами.
• Стабильность в течение смены: медленный прогрев станины означает, что геометрические параметры сохраняются на протяжении 8–12-часовой рабочей смены без дополнительной поправки нуля.
• Упрощённое обслуживание: эпоксидная поверхность не ржавеет при контакте с водосодержащими СОЖ, не требует регулярного нанесения защитных покрытий на внутренние полости.
• Пониженный уровень шума: материал поглощает акустические колебания, снижая общий уровень шума станка в процессе работы.
Заключение
Минеральное литьё SCHNEEBERGER превосходит серый чугун по совокупности эксплуатационных характеристик, критически важных для современного металлообрабатывающего оборудования. Официальные данные каталога и независимые исследования подтверждают: в 6–10 раз лучшее демпфирование вибраций, теплопроводность в 15–50 раз ниже, усадка в 30 раз меньше, полная коррозионная стойкость, высочайшая конструктивная гибкость и существенно меньший углеродный след.
Традиционный серый чугун сохраняет преимущества по модулю упругости и отработанной технологии производства. Однако эти преимущества не компенсируют принципиальных недостатков в части виброустойчивости, термостабильности, коррозионной стойкости и экологического воздействия.
#SCHNEEBERGER #эпоксидныйгранит #SYIL