
Как правильно сушить гигроскопичный филамент: Исчерпывающее руководство
Любой, кто серьезно занимается 3D-печатью по технологии FDM, рано или поздно сталкивается с проблемой влажного пластика. Такие, казалось бы, необъяснимые дефекты, как шипение при печати, прилипание расплавленного пластика к соплу в виде «волосков» или ухудшение прочности детали, часто имеют одну причину — влага в филаменте .
Почему филамент впитывает влагу и чем это грозит?
Большинство популярных пластиков для 3D-печати (PLA, ABS, PETG, нейлон, TPU) являются гигроскопичными материалами . Это означает, что они активно притягивают и удерживают молекулы воды из окружающего воздуха. Вода проникает в микроструктуру полимера, разрывая связи между длинными полимерными цепочками .
Когда такой «мокрый» пруток попадает в нагретый экструдер (200–250 °C), вода мгновенно вскипает и превращается в пар. Это приводит к целому ряду проблем:
- Характерные звуки: Экструдер начинает шипеть, трещать или щелкать, издавая звуки, похожие на приготовление попкорна .
- Дефекты печати: На поверхности модели появляются пузыри, пропуски, рытвины и «паутина». Выход материала становится нестабильным .
- Потеря прочности: Из-за микровзрывов пара слои плохо спекаются друг с другом, из-за чего деталь становится хрупкой и может расслоиться под нагрузкой .
- Ухудшение внешнего вида: Поверхность теряет глянец, становится матовой и шершавой .
Понять, что пластик нуждается в сушке, можно именно в процессе печати: если вы слышите треск, а модель покрывается пузырями или «соплями» — катушку пора сушить .
Методы сушки филамента в домашних условиях
Самый надежный способ — использовать специализированную сушилку для филамента. Однако существуют и доступные бытовые альтернативы .
1. Специализированные сушилки
Это оптимальный вариант. Такие устройства представляют собой компактные камеры, где точно поддерживается заданная температура. Вы просто помещаете катушку внутрь, выставляете нужный режим и забываете о ней до окончания сушки .
2. Духовка
Это самый распространенный бытовой метод. Важно: использовать можно только электрические духовки с точной регулировкой температуры. Газовые печи дают неравномерный нагрев, а открытый огонь пожароопасен .
- Процесс: Разогрейте духовку до нужной температуры (чуть ниже температуры стеклования пластика). Обязательно дождитесь стабилизации температуры, иначе на начальном этапе духовка может перегреться и расплавить филамент .
- Время: Обычно требуется от 4 до 6 часов .
- Риски: Пластик может выделять токсичные вещества, поэтому после сушки филамента духовку нужно тщательно мыть и проветривать помещение .
3. Пищевой дегидратор (сушилка для фруктов)
Дегидратор — один из лучших бюджетных вариантов. Он изначально предназначен для удаления влаги с помощью тепла и вентиляции, поддерживая низкие температуры (обычно до 70 °C). Многие модели имеют съемные лотки, куда легко помещается катушка .
4. Отопительный радиатор
Самый доступный, но и самый нестабильный метод. Он работает только в отопительный сезон. Температура батареи не регулируется, а влажность в комнате постоянно меняется (из-за готовки, дыхания), что делает процесс непредсказуемым. Этот способ подходит для минимальной просушки PLA, но неэффективен для капризных материалов вроде нейлона .
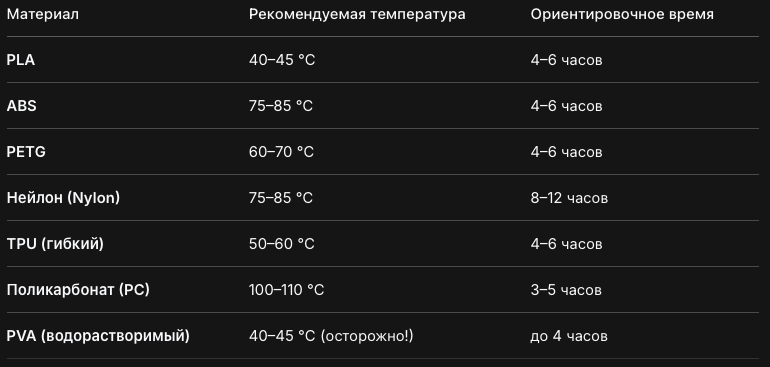
Таблица температур и времени для разных материалов
Каждый тип пластика требует своего температурного режима. Превышение температуры может привести к оплавлению и порче катушки, а недостаточный нагрев — к неполному удалению влаги .
Хранение: как сохранить пластик сухим
Высушить филамент — это полдела. Если после сушки оставить катушку просто на столе, она снова впитает влагу из воздуха, иногда всего за одну ночь (особенно это касается нейлона и TPU) . Поэтому критически важно организовать правильное хранение.
Герметичные контейнеры (Драйбоксы)
Самый популярный способ — использовать герметичные пластиковые контейнеры с крышкой на резиновой прокладке. Внутрь такого бокса помещается катушка и осушитель .
Осушители (силикагель)
Влага, запертая в контейнере, никуда не денется. Чтобы ее поглотить, используют силикагель.
- Типы: Белый (без индикатора), синий (токсичен при нагреве) и оранжевый (безопасный индикаторный) .
- Регенерация: Силикагель не вечен. Когда он перестает впитывать влагу (например, оранжевый стал зеленым), его нужно просушить в духовке при 120–130 °C в течение 1.5–2.5 часов .
Вакуумные пакеты
Для долгосрочного хранения катушек, которые не используются, отлично подходят вакуумные пакеты. Они максимально изолируют пластик от внешней среды .
Заключение
Сушка филамента — это не прихоть, а необходимое условие для получения качественных и прочных деталей. Особо гигроскопичные материалы (нейлон, PETG) зачастую невозможно нормально напечатать без предварительной просушки. Возьмите за правило просушивать пластик, если вы сомневаетесь в его состоянии, и всегда храните его в сухом боксе. Ваши принтер и напечатанные модели скажут вам спасибо .