Современное производство активно внедряет инновационные подходы, среди которых особое место занимает трехмерная печать. 3D-принтеры — это оборудование для неё, оно позволяет преобразовывать цифровые модели в физические объекты, открывая новые горизонты для различных отраслей промышленности и творчества.
Что такое 3D-принтер и зачем он нужен
Аппарат для трехмерной печати представляет собой устройство, создающее объемные предметы методом последовательного наращивания материала. В отличие от классических производственных методик, где обычно происходит удаление лишнего вещества с заготовки, здесь реализуется принцип аддитивного производства – постепенное добавление материала согласно цифровому проекту.
Суть технологии трехмерной печати
Концепция, принцип работы любого оборудования для печати в объеме это последовательное формирование изделия по слоям, слой за слоем, в совокупности они образуют готовую деталь. Каждый слой точно соответствует слою в цифровой модели. Такой принцип позволяет воспроизводить объекты со сложной геометрией, включающей внутренние полости и другие сложные элементы, которые невозможно создать традиционными производственными методами.
Технологический цикл начинается с разработки виртуальной трехмерной модели в специализированном программном обеспечении. Затем программа-слайсер разделяет цифровую модель на множество горизонтальных слоев и генерирует управляющий код для оборудования. Принтер последовательно воспроизводит каждый слой, постепенно формируя физический объект.
Основные направления применения
Область использования технологий трехмерной печати постоянно расширяется.
В промышленном производстве оборудование применяют для оперативного прототипирования, изготовления оснастки и выпуска мелких серий продукции, а также для изготовления особо сложных деталей, которые нельзя создать с помощью других технологий.
Медицинские учреждения задействуют 3D-принтеры для создания анатомических моделей, хирургических шаблонов и индивидуальных имплантатов.
В архитектурной сфере технология позволяет изготавливать масштабные макеты и возводить конструкции методом послойного нанесения строительных смесей.
Образовательные заведения используют оборудование для визуализации сложных концепций с помощью создания наглядных пособий: для облегчения понимания, ускорения усвоения материала, развития инженерного мышления.
Устройство 3D-принтера: из чего состоит аппарат
Конструктивное исполнение оборудования для трехмерной печати варьируется в зависимости от применяемой технологии, однако большинство аппаратов имеют схожие базовые компоненты. Понимание устройства системы способствует более глубокому осознанию принципов ее функционирования и потенциальных возможностей.
Каркас и механическая система
Несущая конструкция принтера обеспечивает жесткость и стабильность всей системы. От качества исполнения каркаса напрямую зависит точность позиционирования рабочих органов и, как следствие, качество готовых изделий. Механическая система включает элементы, ответственные за перемещение исполнительных устройств: направляющие компоненты, винтовые передачи, ременные приводы и шаговые двигатели.
Например, в области принтеров с технологией FDM/FFF – в зависимости от кинематической схемы их разделяют на аппараты с декартовой, дельта- или полярной системой координат.
Платформа построения (стол)
Рабочая поверхность представляет собой основание, на котором происходит формирование объекта. Во многих моделях платформа оснащается системой термического контроля, что предотвращает деформацию материала в процессе работы. Для обеспечения надежной адгезии первого слоя к поверхности используются различные решения: перфорированные или стеклянные пластины, специализированные покрытия и адгезивные составы.
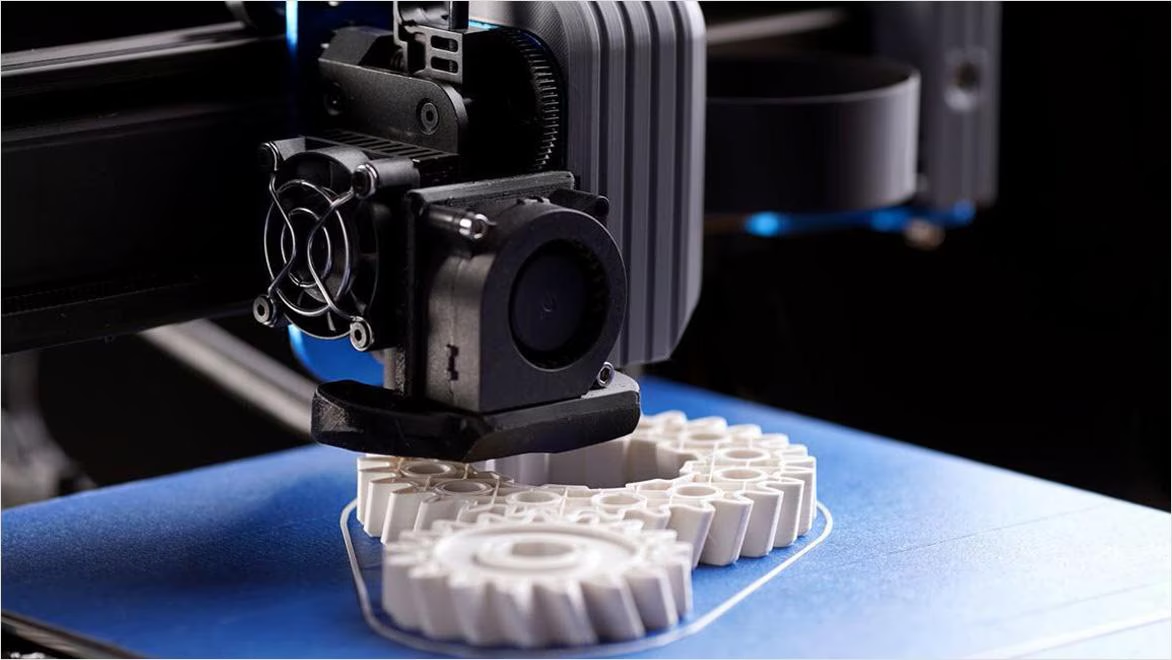
Экструдер и печатающая головка
Экструдер служит ключевым узлом в FDM-принтерах и состоит из двух основных модулей: механизма подачи филамента и термического блока (хот-энда). Механизм подачи транспортирует пластиковый пруток к хот-энду, где материал переходит в расплавленное состояние и через сопло наносится на платформу. Диаметр выходного отверстия сопла влияет на скорость работы и уровень детализации: уменьшение размера позволяет получать более точные изделия, но увеличивает продолжительность процесса.
Система подачи материала
Конфигурация системы подачи различается в зависимости от типа используемого сырья. В аппаратах для печати пластиком обычно применяются катушки с филаментом и механизм принудительной транспортировки. В фотополимерных установках используется емкость со смолой — жидким составом, затвердевающим под воздействием света, а в промышленных комплексах для работы с металлами — системы подачи порошкообразных материалов и/или связующих компонентов, в зависимости от конкретной технологии.
Контроллер и электроника управления
Электронный модуль представляет собой "центральную нервную систему" устройства, обрабатывающую управляющие команды и координирующую функционирование всех подсистем. Основой контроллера является плата с микропроцессором, драйверами шаговых двигателей и различными интерфейсами подключения. Современные модели часто комплектуются сенсорными дисплеями – для удобства управления и мониторинга рабочих параметров.
Программное обеспечение и интерфейс пользователя
Программная составляющая включает в себя две части — прошивку устройства и специализированное ПО для подготовки моделей. Слайсеры, программы для преобразования трехмерных объектов в слои, предоставляют возможность настройки параметров печати: толщину слоя, структуру заполнения, скорость работы и температурные режимы. Пользовательский интерфейс обеспечивает интуитивное взаимодействие с оборудованием через дисплей и элементы управления.
Источник питания и охлаждение
Блок питания преобразует переменное напряжение сети в постоянное, необходимое для функционирования электронных компонентов и нагревательных элементов. Система охлаждения обычно состоит из вентиляторов, которые обдувают радиатор хот-энда – чтобы он не перегрелся и не сгорел, и модель со свеженаложенными слоями – не позволяя им потечь при наложении следующего слоя.
Принцип работы 3D-принтера пошагово
Процесс создания трехмерного объекта состоит из нескольких последовательных этапов, каждый из которых имеет определяющее значение для получения качественного результата. Понимание этих стадий позволяет оптимально настроить оборудование и минимизировать вероятность ошибок.
1. Создание 3D-модели в программе
Первоначальным этапом является разработка виртуального прототипа будущего изделия. Для создания трехмерных моделей используются системы автоматизированного проектирования (CAD), специализированные редакторы или технологии трехмерного сканирования, в сочетании с теми же CAD. Полученная цифровая модель сохраняется в формате STL или OBJ, содержащем информацию о геометрии объекта в виде полигональной сетки.
2. Подготовка к печати и слайсинг (формирование G-code)
Специализированное программное обеспечение для нарезки — слайсер, он разделяет 3D-модель на множество горизонтальных слоев заданной толщины и задает параметры печати. Пользователь настраивает эти параметры: плотность заполнения, необходимость поддержек для нависающих элементов, температурные режимы и скорость печати. На основе этих установок генерируется G-код — набор инструкций для принтера, определяющий траекторию движения печатающей головки, интенсивность экструзии и прочие нюансы.
3. Послойное нанесение материала
Оборудование начинает последовательное воспроизведение каждого слоя согласно полученным инструкциям.
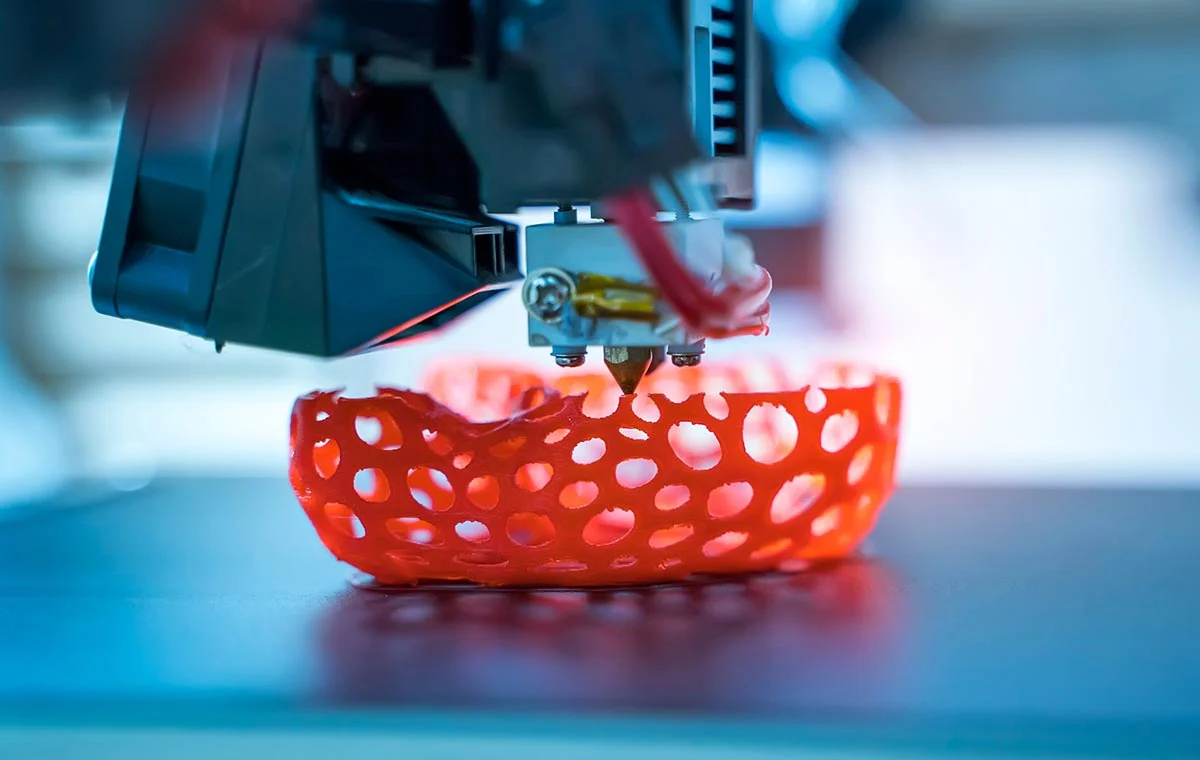
В FDM-системах — разогретый пластик выдавливается через сопло и наносится на платформу, где практически мгновенно затвердевает.
В фотополимерных установках — слой смолы подвергается воздействию ультрафиолетового лазера или проектора, что вызывает его локальную полимеризацию.
При любой технологии — за первым слоем следует второй и так далее, до полного формирования объекта.
Современные модели принтеров часто оснащаются системами мониторинга, позволяющими наблюдать за ходом печати. Сенсоры фиксируют температурные показатели. Многие модели оборудования способны обнаруживать отклонения и приостанавливать работу..
5. Завершение печати и извлечение изделия
После завершения формирования заключительного слоя оборудование обычно сигнализирует об окончании процесса. Готовый объект необходимо аккуратно отделить от платформы построения с помощью специальных инструментов и извлечь. Во многих случаях требуется дополнительная обработка: отделение поддержек, механическая обработка поверхностей, химическая полировка, отверждение светом, окрашивание.
Основные технологии трехмерной печати
Современный рынок предлагает разнообразные технологические решения для аддитивного производства, каждое из которых обладает специфическими особенностями и оптимальной областью применения. Выбор метода зависит от требований к точности, механическим характеристикам и экономической целесообразности.
FDM / FFF (послойное наплавление пластика)
Наиболее распространенная технология в сегменте настольных принтеров. В процессе используется термопластичный полимер в форме прутка, смотанного в катушки, который поступает в экструдер, переходит в расплавленное состояние и послойно наносится на платформу. Основные преимущества: доступная стоимость оборудования и расходных материалов, простота эксплуатации. Ограничения: сравнительно умеренная точность и заметность слоев на поверхности изделий.
SLA (стереолитография)
Первая когда-либо созданная технология 3D-печати и одна из самых точных. Использует жидкие фотополимерные составы. Ультрафиолетовый лазер последовательно сканирует поверхность материала, вызывая его локальное отверждение в областях воздействия. Преимущества: исключительная точность и гладкость поверхностей. Недостатки: ограниченная прочность стандартных смол и необходимость последующей обработки — финальной полимеризации, — дозасветки готового изделия ультрафиолетом для окончательного отверждения.
DLP (цифровая обработка светом)
Технология, имеющая сходство с SLA, но использующая цифровой проектор для одновременного засвечивания целого слоя смолы. Это обеспечивает существенное увеличение скорости по сравнению с лазерным сканированием. DLP-принтеры демонстрируют сопоставимое с SLA качество и активно применяются в стоматологии, ювелирном производстве и создании миниатюрных объектов.
SLS (селективное лазерное спекание)
Метод предполагает использование порошкообразных материалов, таких как полиамид. Мощный лазер избирательно спекает частицы порошка в зонах, соответствующих сечению цифровой модели. Важное преимущество — отсутствие необходимости во вспомогательных структурах, поскольку несвязанный порошок выполняет функцию опоры, осуществляя поддержку печатаемой конструкции. Технология позволяет создавать сложные функциональные прототипы и детали с хорошими механическими свойствами.
PolyJet / MultiJet (струйная фотополимеризация)
Технология напоминает традиционную струйную печать, но вместо чернил используются жидкие фотополимеры. Печатающая головка наносит микроскопические капли материала, которые мгновенно отверждаются ультрафиолетовым излучением. Ключевое преимущество — возможность комбинирования материалов с различными характеристиками в рамках одного объекта, что позволяет создавать изделия со сложными свойствами и окрасками.
SLM / DMLS (печать металлом)
Промышленные технологии для работы с металлическими сплавами. Лазерный луч полностью расплавляет частицы металлического порошка, создавая плотные детали с прочностными показателями, сопоставимыми с литыми аналогами. Эти методы находят применение в аэрокосмической, медицинской и автомобильной отраслях при изготовлении ответственных компонентов, способных переносить высочайшие нагрузки.
Материалы для 3D-печати и их особенности
Широкий выбор расходных материалов позволяет применять технологию в разных целях, создавая изделия отвечающие различным требованиям. Каждый тип сырья обладает уникальными характеристиками, определяющими его оптимальную область использования.
Пластики и композиты (PLA, ABS, PETG, TPU)
Лишь некоторые популярные полимеры для 3D-печати:
PLA (полилактид) — биоразлагаемый пластик на основе натурального сырья, простой в использовании и не выделяющий вредных испарений. Идеален для начинающих, для создания декоративных объектов.
ABS (акрилонитрилбутадиенстирол) — прочный и термостойкий материал, но требует подогреваемой платформы и эффективной вентиляции.
PETG (полиэтилентерефталатгликоль) сочетает прочность ABS с простотой печати PLA, обладает химической стойкостью.
TPU (термополиуретан) — гибкий и эластичный материал для изготовления упругих деталей, от прокладок для механических соединений до подошв для обуви.
Фотополимеры и смолы
Жидкие составы для печати по технологиям SLA и DLP предлагают широкий спектр свойств, среди них: стандартные модельные, ювелирные, стоматологические, высокоэластичные и специализированные инженерные смолы. Каждый тип оптимизирован под конкретные задачи и обеспечивает различный баланс между жесткостью, гибкостью, температурной стойкостью и другими параметрами.
Металлические порошки
Для промышленной печати используются нержавеющая сталь, алюминиевые и титановые сплавы, кобальт-хром, инконель и драгоценные металлы. Детали, созданные из этих материалов, проходят дополнительную термическую обработку для улучшения механических характеристик и могут использоваться в самых ответственных областях применения.
Бетон, керамика и экзотические материалы
Строительные 3D-принтеры используют специальные бетонные смеси для возведения стен и архитектурных элементов.
Керамические составы применяются для создания посуды, художественных объектов и деталей с высокой температурной стойкостью.
В экспериментальных и специализированных областях находят применение древесные, карбоновые и даже пищевые материалы.
Подготовка и постобработка изделий
Получение качественного конечного продукта часто требует проведения дополнительных операций после завершения печати. Методы постобработки зависят от используемой технологии и материала.
Удаление поддержек и шлифовка
Вспомогательные структуры, необходимые для печати нависающих элементов, аккуратно удаляются с помощью специальных инструментов. Иногда они печатаются специальными растворимыми материалами и их можно просто растворить.
Затем поверхности, в некоторых случаях – при необходимости, обрабатываются абразивными материалами для устранения неровностей и видимости слоёв.
В обработке, для зачистки и шлифовки поверхностей, могут использоваться пескоструйные аппараты.
Полировка и химическая обработка
Для придания глянцевого блеска полимерным деталям к ним применяется химическая полировка в парах растворителя, либо нанесением растворителя, или механическая полировка специальными составами.
Некоторые материалы требуют дополнительного УФ-отверждения для достижения максимальной прочности.
Покраска и финишная отделка
Для улучшения эстетических характеристик и защиты от внешних воздействий изделия окрашиваются аэрозольными красками или с помощью аэрографа. Могут наноситься защитные лаки, также может проводиться металлизация гальваническим способом.
Преимущества и ограничения технологии
Как и любая производственная методика, трехмерная печать обладает определенными достоинствами и недостатками, которые необходимо учитывать при выборе технологии для конкретных задач.
Плюсы 3D-печати
Основное преимущество — возможность создания объектов сложной геометрии, недоступной для традиционных методов производства. Технология позволяет быстро производить прототипы и мелкие серии без дорогостоящей оснастки. Цифровая природа процесса обеспечивает простоту внесения изменений в конструкцию. Аддитивный подход минимизирует отходы материала, а распределенное производство снижает логистические издержки.
Основные минусы и сложности
Ограничением является сравнительно невысокая скорость при изготовлении крупных партий. Качество поверхности часто требует дополнительной обработки. Механические свойства созданных деталей могут уступать характеристикам изделий, полученным литьем или механической обработкой. Стоимость оборудования и материалов для промышленных систем остается достаточно высокой.
Будущее трехмерной печати и инновации
Технологии аддитивного производства продолжают интенсивно развиваться, открывая новые возможности в различных отраслях. Исследователи и инженеры работают над преодолением существующих ограничений и расширением функциональности.
Многоцветная и многоматериальная печать
Современные системы позволяют использовать несколько материалов в рамках одного процесса печати, создавая объекты с градиентом свойств или сочетанием различных характеристик. Развиваются технологии полноцветной печати, которые находят применение в дизайне, медицине и образовании, музейном деле.
Биопечать и медицина
Одним из наиболее перспективных направлений является создание биосовместимых конструкций и тканевых эквивалентов. Ученые разрабатывают методы печати с использованием живых клеток для регенеративной медицины и фармакологических исследований, созданные с помощью 3D-печати титановые импланты применяют для замены сильно фрагментированных костей, несложные в изготовлении 3D-печатные пластиковые лангеты успешно заменяют гипсовые.
Строительные и промышленные решения
Крупногабаритные принтеры для строительства зданий и инфраструктурных объектов демонстрируют растущую эффективность. В промышленности развиваются гибридные системы, сочетающие аддитивные и субтрактивные методы для создания сооружений сложной формы.
Заключение
Ключевые выводы о принципах работы 3D-принтера
Технология трехмерной печати основана на принципе послойного создания физических объектов из цифровых моделей. Современное оборудование предлагает разнообразные технологические решения, каждое из которых оптимально для определенного круга задач. Понимание устройства и принципов работы системы позволяет максимально эффективно использовать ее возможности.
Как выбрать устройство под свои задачи
При выборе 3D-принтера следует учитывать несколько ключевых факторов: требуемое качество изделий, типы используемых материалов, бюджет на оборудование и расходные материалы, а также уровень технической подготовки пользователя.
Для домашнего использования и образования, для первого ознакомления и начала освоения, обыкновенно выбирают FDM-системы.
Для профессиональных задач могут потребоваться фотополимерные или промышленные установки.
Важное значение имеет наличие технической поддержки от производителя или дистрибьютора, а для любительских моделей – также и развитого сообщества пользователей.