Введение
Брак на производстве – это всегда потеря времени (производительности) и ресурсов. Причины брака при работе на фрезерном станке с ЧПУ могут быть разные: ошибки в управляющей программе, неисправность оборудования, неверные режимы резания, недостаточно жесткий зажим заготовки, большой вылет режущего инструмента. Рассмотрим более подробно возможные технологические причины брака и основные методы его устранения.
Вылет режущего инструмента

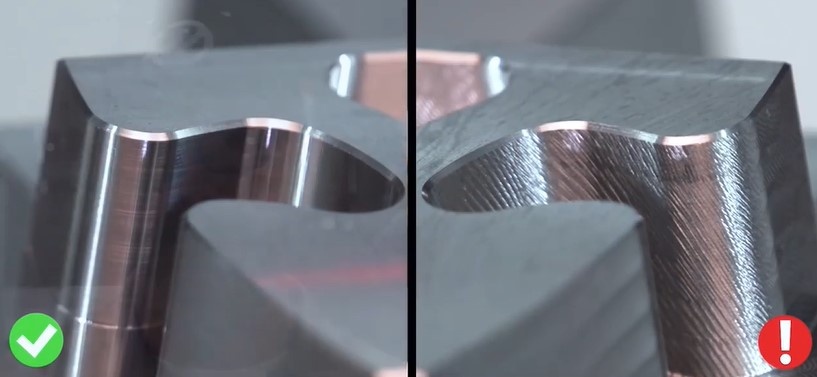
Большой вылет режущего инструмента при фрезеровании – это одна из самых частых причин брака. Чем длиннее инструмент, тем больше он подвержен вибрации, что приводит к ухудшению качества обрабатываемой поверхности. На поверхности детали появляется характерная рябь, а работа станка сопровождается неприятным гулом.
Инструмент с большим вылетом часто отгибает, что приводит к неточным размерам и конусности при обработке вертикальных стенок детали. Стенки получаются не вертикальные, а наклонные, так как чем дальше режущая часть фрезы от места зажима, тем меньше она срезает металл.
Нужно стараться, чтобы вылет инструмента из патрона и длина самого патрона были минимально возможными. Можно использовать конические фрезы, которые толще у основания, если геометрия детали это позволяет, или использовать фрезы с переменным шагом спирали, которые в ряде случаев позволяют избежать вибрации.
Если же нужно обрабатывать глубокий карман и уменьшить вылет фрезы нельзя, то лучше выбрать инструмент с минимально необходимой длиной режущей части.
Существуют также специальные гидравлические и термозажимные патроны, которые гасят колебания и помогают бороться с вибрацией.
Зажим заготовки
Жесткий зажим заготовки – это важнейшее условие для производства качественных деталей. Важно обеспечить неподвижность и стабильность заготовки в процессе обработки, исключить риск ее вырывания из крепежного приспособления.
Вибрация может возникать не только из-за большого вылета инструмента, но и из-за нежесткого зажима заготовки. Если деталь будет сильно свешиваться, то она тоже может вибрировать и издавать неприятный звук во время обработки.
Чтобы изменить эту ситуацию, нужно увеличить ширину зажима, установив более длинные губки и разместив заготовку по центру.
Важно обеспечить жесткий зажим заготовки, но без ее деформации. Чрезмерное усилие может деформировать заготовку, особенно, если она тонкостенная. Можно использовать заранее подготовленные «мягкие» губки, которые будет распределять усилие зажима по большей площади. Также необходимо контролировать крутящий момент при затяжке тисков.
Качественный жесткий зажим заготовки позволит использовать более высокие режимы резания без потери качества. Это сократит время изготовление детали и увеличит производительность производства.
Режимы резания и стратегии обработки
Режимы резания и стратегии обработки – это основа современного производства с использованием станков с ЧПУ. От их правильного выбора напрямую зависит эффективность производства и качество продукции.
Чем выше скорость резания и подача, тем производительнее обработка. Но важно, чтобы режущий инструмент работал на рекомендованных производителем режимах. Простое увеличение режимов приведет к быстрому износу инструмента или даже его поломке.
Стратегия обработки – это путь движения инструмента. Стратегия определяет подвод инструмента к детали и последовательность удаления металла. Важно плавно нагружать режущий инструмент и поддерживать его нагрузку постоянной даже при обработке внутренних углов.
Стратегии высокоскоростной обработки (HSM) поддерживают постоянную нагрузку на инструмент, а значит и постоянные рекомендованные режимы резания. Обработка при этом выполняется с не очень большими съемами, но с высокой подачей. В процессе фрезерования нагретая стружка хорошо отводится из зоны резания, предотвращая перегрев зоны обработки. Все вышесказанное увеличивает срок службы режущего инструмента и повышает качество обрабатываемой поверхности.
Такие сложные движения центра фрезы получаются автоматически с помощью CAM-системы, которая так рассчитывает траектории движения, чтобы толщина снимаемой стружки была постоянной и нагрузка на инструмент не менялась. Современная CAM-система умеет также настраивать подачу, например, для обработки отверстий и внутренних углов, менять ее в заданном диапазоне.
При создании несложных управляющих программ нужно помнить, что подача назначается на центр фрезы, а не на ее режущую кромку. Это имеет большое значение, например, при фрезеровании отверстия фрезой, диаметр которой близок к диаметру отверстия. Реальная подача на режущей кромке может быть в этом случае в несколько раз больше заданной.
Поэтому при написании простой программы вручную проще и лучше программировать сразу контур готовой детали и использовать полноценную коррекцию на инструмент. После написания программы нужно будет ввести диаметр фрезы в таблицу коррекций системы ЧПУ станка. Зная контур детали и диаметр инструмента, современная стойка может скорректировать подачу в нужных местах.
Заключение
Современный фрезерный станок с ЧПУ позволяет решать самые разные задачи с высокой производительностью и точностью, помогает избежать многих погрешностей и ошибок. Если все же при производстве деталей на фрезерном станке появился брак, то важно быстро определить и устранить его причину. Ошибки в управляющей программе и при измерении режущего инструмента могут приводить к неточным размерам. Если не получается добиться нужного качества обрабатываемой поверхности, то следует обратить внимание на вылет фрезы, ее износ, жесткость зажима заготовки и заданные режимы резания.
Статья подготовлена бренд-менеджером компании «Абамет» Сергеем Филиным.
-----------------------------------------
С 1990 года компания Abamet занимается комплексным оснащением производств в сфере металлообработки. Станки с ЧПУ по металлу, станочная оснастка, режущий инструмент – в каталоге интернет-магазина. Продажи и поставки по всей России. Познакомиться с нами, а также получить профессиональную консультацию можно на нашем сайте Abamet.ru. Переходите, выбирайте, спрашивайте!