Современная сварочная индустрия постоянно ищет новые решения, способные обеспечить высокое качество соединений, оптимизировать производственные процессы и снизить затраты. Сегодня я расскажу про одну интересную технологию, основанную на способе автоматической аргонодуговой сварки неплавящимся электродом, но с кое-какой особенностью. Многие сварщики хоть раз сталкивались с эффектом "магнитного дутья", который проявляется в отклонении дуги в результате действия магнитных полей или ферромагнитных масс. Данный процесс является негативным эффектом при сварке, но что если этот эффект применить в положительном ключе? Вот об этом и будет сегодняшняя наша статья, про способ автоматической аргонодуговой сварки дугой, отклоняемой собственным магнитным полем.
Сущность способа ОДСП
Предлагаемый способ дуговой сварки неплавящимся электродом в защитном газе заключается в том, что перед сваркой один полюс источника питания подключают к неплавящемуся электроду 3 (пояснение на рисунке ниже), а второй – к изделию, для чего используют токоподвод, который перемещают синхронно с электродом.
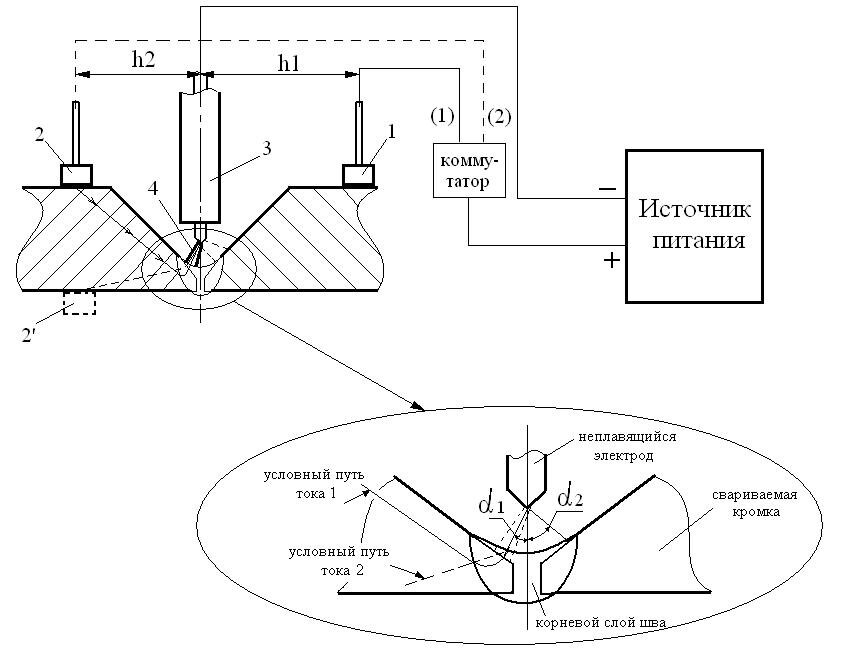
Контакты устройства, подводящего ток к изделию, располагают на поверхности изделия со стороны, обращённой к сварочной горелке. В процессе сварки производят периодическое и многократное изменение места подключения тока к изделию по заданной программе с помощью коммутатора. Применяют как минимум две точки подключения тока к изделию (1 и 2). Такая коммутация между отдельными точками подвода тока к изделию позволяет программированно отклонять дугу (4) в противоположную сторону от места токоподвода под воздействием собственного магнитного поля за счёт использования эффекта «магнитного отдувания дуги». При этом имеется возможность независимого изменения расстояния от оси электрода до каждой из точек подвода тока к изделию (h1 и h2).
При прохождении тока Iр1 через одну из точек подвода тока к изделию (пояснение на рисунке ниже) дуга отклоняется на угол α1 в сторону от токоподвода в плоскости, проходящей через ось электрода и точку токоподвода.
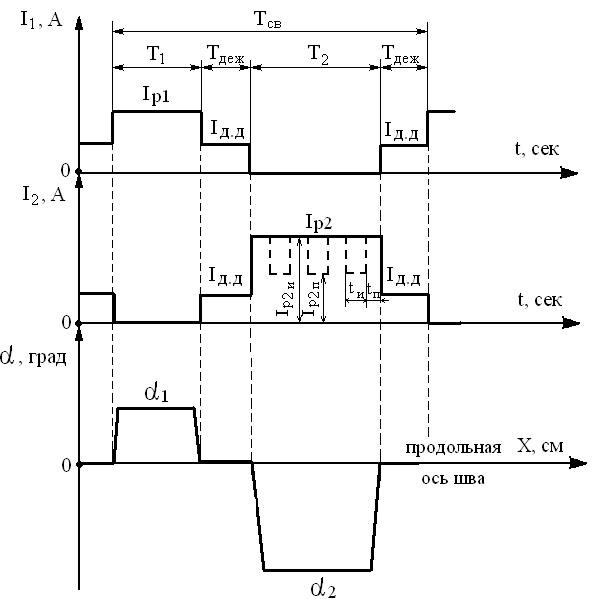
Дугу задерживают в этом отклоненном положении на заданный и регулируемый промежуток времени T1, подводя ток Iр1 к одной из точек токоподвода к изделию. При изменении места подключения тока к изделию, т.е. при переходе дуги от одного крайнего положения до другого, устанавливают дежурный режим горения дуги на время Тдеж, пропуская по сварочной цепи ток дежурной дуги Iд.д. При этом для обеспечения непрерывности горения дуги, или в технологических целях, в процессе коммутации цепей, в каждый момент времени ток к изделию подводят к одной или одновременно к нескольким точкам на поверхности изделия, как, например, это сделано для тока дежурной дуги Iд.д. По окончании процесса коммутации, т.е. по окончанию фазы горения «дежурной» дуги, через новую точку токоподвода, в течение регулируемого времени T2, пропускают рабочий ток Iр2, что вызывает отклонение столба дуги в сторону от нового места токоподвода на угол α2, и горение её под таким углом в течение времени T2. Далее происходит повторная коммутация, т.е. изменение места подвода тока к изделию, сопровождающаяся горением дуги в «дежурном» режиме Iд.д в течение времени Тдеж. После этого описанный цикл повторяется многократно. Вышеописанный цикл иллюстрирует наиболее простой вариант исполнения предлагаемого способа сварки, при котором коммутация канала подвода тока к изделию происходит между двумя точками токоподвода. По аналогичному принципу могут строиться циклы с любым количеством точек токоподвода, количество которых назначается исходя из технологических потребностей.
Регулируемыми параметрами процесса ОДСП является частота переключений дуги, сила тока на каждое отклонение дуги и время задержки дуги в каждом крайнем положении.
Назначение автоматической сварки по методу ОДСП
Основным назначением способа сварки по методу ОДСП является управление тепловложением от дуги в каждую из свариваемых кромок, что дает следующие области применения:
- Сварка корневого слоя шва при низком качестве подготовки и сборки кромок под сварку;
- Сварка разнородных материалов;
- Сварка разнотолщинных деталей.
Основная проблема стандартных методов автоматической дуговой сварки в среде защитных газов – необходимость обеспечения высокого качества и точности подготовки и сборки кромок под сварку, чего достаточно сложно добиться, всё упирается в экономическую составляющую.
На рисунке ниже представлен внешний вид наружной и обратной стороны корня шва, сваренного классическим (слева) и предлагаемым (справа) способом сварки при низком качестве подготовки и сборки кромок.
Конкурентные преимущества способа ОДСП:
- Снижение до 2 раз стоимости комплекта оборудования для автоматической сварки;
- Повышение производительности процесса сборочно-сварочных работ на 45-50%;
- Расширение технологических возможностей и объёмов применения автоматической сварки в защитных газах.
Сварка разнородных материалов
Проблемы при сварке разнородных материалов заключаются в:
- высокой хрупкости;
- склонности к межкристаллитной коррозии;
- склонности к трещинам;
- химической неоднородности.
Рассмотрим пример сварки меди со сталью.
Длительное взаимодействие металлов в расплавленном состоянии приводящее к:
- Высокой хрупкости из-за образования хрупких интерметаллидных фаз;
- Повышению хрупкости из-за образования микротрещин;
- Образованию химической неоднородности.
При методе сварки ОДСП можно управлять тепловложением и тем самым выравнивать температурные поля. Проще говоря, при рассматриваемом примере сварки меди и стали можно сделать так, чтобы сила тока была выше при отклонении дуги на медь, а при отклонении на сталь - сила тока уменьшалась.
На рисунке ниже представлен пример сварного соединения меди со сталью
На рисунке ниже представлены результаты исследований испытания на статический изгиб соединения медь+сталь при традиционном способе аргонодуговой сварки и методе ОДСП.
Как видно, при традиционном способе аргонодуговой сварки сварное соединение треснуло уже при угле загиба 55 градусов, а при методе ОДСП – при угле 80 градусов.
Сварка разнотолщинных соединений
Еще одним направлением использования способа ОДСП является сварка деталей с большой разницей толщин. Проблема соединения разнотолщинных деталей, также как и в предыдущем рассмотренном примере, заключается в различии карты температурных полей в свариваемых кромках. Только при сварке разнородных материалов это вызвано разной тепло- и электропроводностью.
Применяемые в промышленности подходы по сварке разнотолщинных элементов:
1. Смещение центра пятна нагрева сварочной дуги на более толстый элемент.
Недостатком такого метода является ограничение области применения и
отсутствие четких рекомендаций по практическому использованию.
2. Применение специальных конструкций сварных соединений.
Недостатком такого метода является высокая трудоёмкость и материалоёмкость подхода.
При методе ОДСП возможно получить симметричные температурные поля при разных толщинах за счёт управления теплом, вводимым в каждую кромку.
Ниже на рисунках показаны примеры сварки деталей с большой разницей толщин при традиционном способе автоматической аргонодуговой сварки и методе ОДСП.
Видео процесса сварки по методу ОДСП можете посмотреть на моем канале по ссылке.
Спасибо за внимание, подписывайтесь на мой Дзен-канал, ставьте лайки и оставляйте комментарии. До новых встреч! 🔥✨