Центровочное сверло: назначение и роль в металлообработке для создания точного центровочного отверстия перед засверливанием
Центровочное сверло в металлообработке — главный залог высокой точности обработки. Оно формирует центровочное отверстие, гарантируя засверливание без увода сверла и биения.
Классификация по ГОСТ 14952-75: тип А, тип B, тип R; материалы (быстрорежущая сталь Р6М5, твердосплавное) и особенности (угол заточки, режущая кромка, хвостовик)
Конструкция и типы центровочных сверл определены в ГОСТ 14952-75. Стандарт выделяет три исполнения:
- Тип А – формирует отверстие с углом 60° без защитной фаски.
- Тип B – самый востребованный, с предохранительной фаской 120°, защищающей конус от забоин.
- Тип R – с радиусной образующей для деталей, работающих под высокой динамической нагрузкой.
Материалы изготовления:
- Быстрорежущая сталь (чаще Р6М5) – универсальный вариант для большинства обычных сталей.
- Твердосплавное сверло незаменимо для закаленных сталей, чугуна и производительной работы на ЧПУ.
Ключевые особенности геометрии: короткая и жесткая режущая кромка, выверенный угол заточки и массивный цилиндрический хвостовик. Все это обеспечивает максимальную стойкость инструмента к изгибу и гарантирует точность позиционирования.
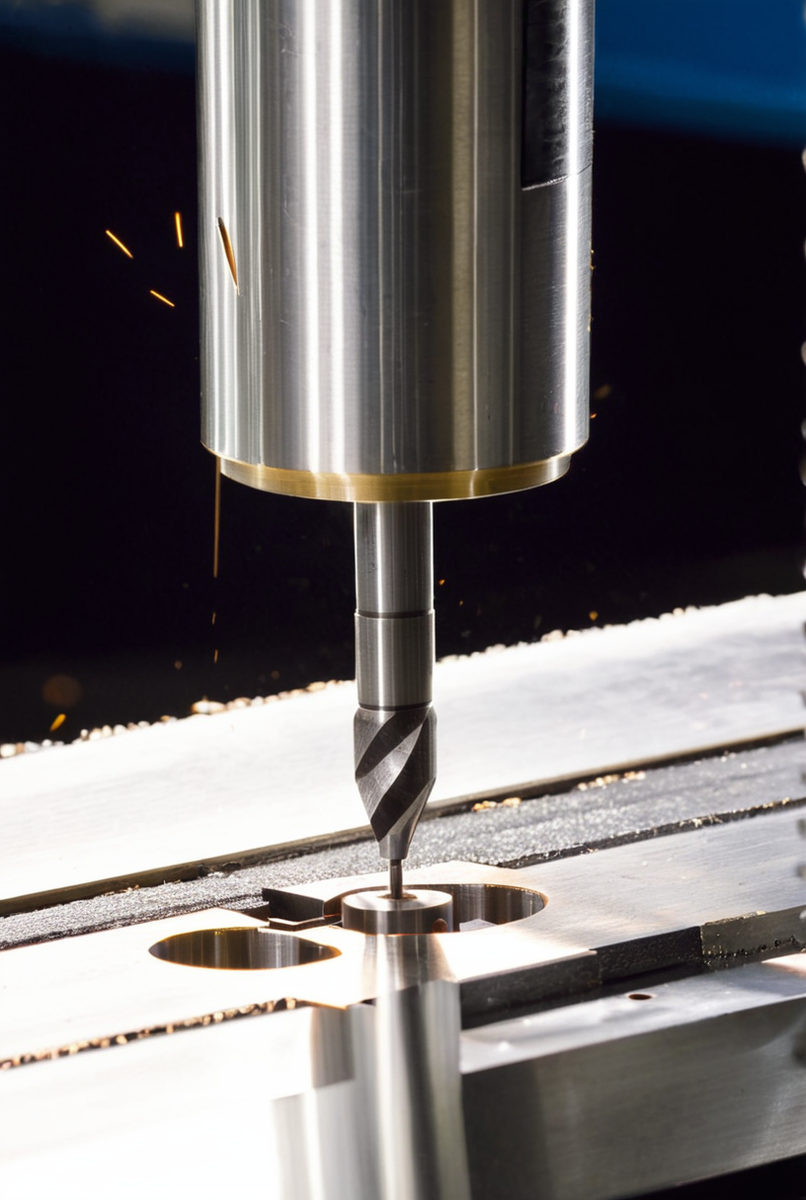
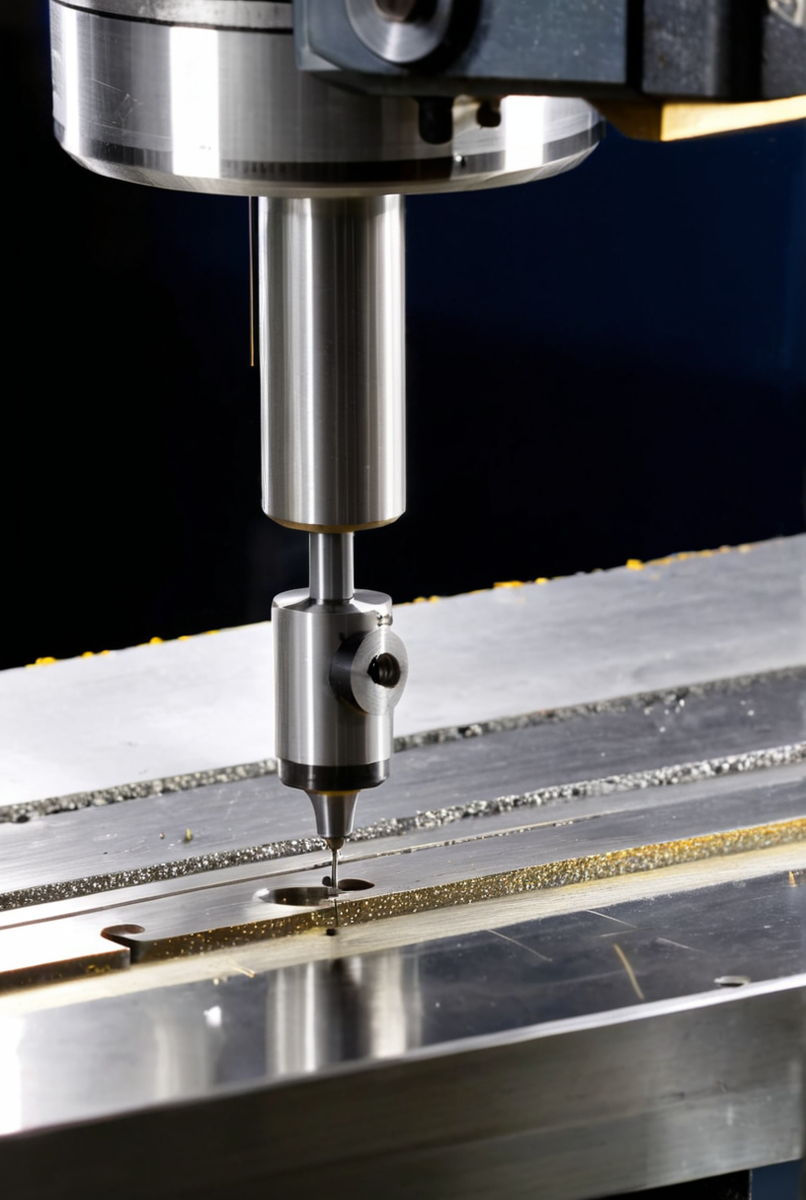
Применение на оборудовании: токарный станок и сверлильный станок (включая ЧПУ) для фиксации заготовки в патрон и заднюю бабку, предотвращение увода сверла и биения для обеспечения перпендикулярности
Ключевое оборудование — это токарный станок. Здесь заготовка, зажатая в патрон, подпирается центром в задней бабке для жесткости. Центровочное сверло формирует для него идеальное посадочное гнездо, предотвращая вибрации.
На сверлильном станке (включая ЧПУ) его роль — создание направляющего конуса. Это гарантирует, что основное сверло не уйдет в сторону. Такой подход полностью исключает увод сверла и вредное биение на начальном этапе, обеспечивая идеальную перпендикулярность оси отверстия к поверхности обрабатываемой детали. Это фундамент точности.
Технология работы: выбор оснастки, правильная скорость резания, обороты и подача; контроль глубины центровки и необходимость применения СОЖ
Правильная технология – залог успеха и точности. Важен выбор оснастки: прецизионный сверлильный или цанговый патрон обеспечит минимальное биение инструмента, что критично. Скорость резания и связанные с ней обороты шпинделя подбираются в зависимости от обрабатываемого материала и диаметра сверла. Обычно обороты устанавливают выше, чем для спиральных сверл, из-за малого диаметра режущей части. При этом подача должна быть умеренной, плавной и строго осевой, чтобы избежать поломки хрупкого кончика. Главный параметр, это глубина центровки. Она контролируется визуально или по лимбу станка и не должна превышать 2/3 высоты режущего конуса. Слишком глубокое отверстие создаст неверную базу. Применение СОЖ является обязательным, особенно при работе с вязкими или твердыми сталями. Она эффективно охлаждает зону резания и вымывает стружку, что значительно увеличивает стойкость инструмента.
От простой разметки до зенкерования: как режущий инструмент влияет на сверление глубоких отверстий и итоговую точность обработки
В отличие от простой разметки кернером, которая лишь намечает точку, центровочное сверло выполняет функцию высокоточного начального зенкерования. Этот режущий инструмент создает идеальный направляющий конус, который имеет решающее значение для последующих операций. Особенно это важно при сверлении глубоких отверстий, где малейшее начальное отклонение приводит к катастрофическому уводу сверла и полной потере соосности.
Созданное им центровочное отверстие, это не просто метка, а прецизионная база, гарантирующая, что основной инструмент начнет работу строго по центру, без удара и смещения. Таким образом, этот небольшой, но важный этап напрямую влияет на итоговую точность обработки, предотвращая брак и обеспечивая соответствие детали чертежу, что делает его фундаментальным элементом качественной металлообработки.
FAQ: Вопрос ответ
Можно ли центровочным сверлом сверлить насквозь?
Нет, это недопустимо. Центровочное сверло — узкоспециализированный режущий инструмент. Его конструкция с короткими режущими кромками и тонким кончиком рассчитана только на формирование неглубокого, но очень точного центровочного отверстия. Попытка сверлить им глубоко приведет к мгновенной поломке и повреждению заготовки.
Какой тип по ГОСТ 14952-75 выбрать для моей задачи?
Выбор зависит от назначения. Тип А (угол 60°) — для базового центрирования. Тип B (с защитной фаской 120°) — самый популярный, так как фаска защищает конус от забоин при установке детали в заднюю бабку. Тип R (радиусный) предназначен для ответственных деталей, которые будут испытывать высокие динамические нагрузки.
Как влияет СОЖ на процесс центровки?
Использование СОЖ критически важно, особенно при работе со сталями. Она выполняет несколько функций: охлаждает зону резания, предотвращая перегрев инструмента, смазывает, уменьшая трение и износ, и вымывает стружку. Это напрямую влияет на стойкость сверла и чистоту полученного отверстия. Для чугуна можно сделать исключение.
Какая главная ошибка при работе этим инструментом?
Самая распространенная ошибка, это чрезмерная глубина центровки. Нельзя сверлить глубже, чем 2/3 конической части. Если в работу вступает цилиндрическая часть сверла, оно испытывает огромные нагрузки и ломается. Кроме того, такое "разбитое" отверстие теряет свою главную функцию — точное направление последующего инструмента.
Почему сверло из Р6М5 лучше для ручных станков, чем твердосплавное?
Быстрорежущая сталь Р6М5 обладает большей ударной вязкостью. На станках с ручной подачей (токарный станок, сверлильный станок) всегда есть риск неравномерности и вибраций. Твердосплавное сверло, будучи очень твердым, но хрупким, в таких условиях может легко сколоться. Оно идеально подходит для жестких станков с ЧПУ со стабильной подачей.
Источник: https://tovaropediya.ru/articles?id=23811
Хотите рассказать всем о своем товаре или об опыте его использования?
На Товаропедии® доступно размещение полезных публикации/статей о товарах.
А в карточке товара Вы можете оставить свой отзыв о нем. Все это абсолютно бесплатно.
Присоединяйтесь, ведь Товаропедия® – народный ресурс!