Иногда от прочности 3D-печатных изделий действительно многое зависит. Например, делая крючки или держатели, мне важно чтобы они выдерживали вес — и здесь многое решает правильное расположение на столе принтера. Этот шаг гораздо важнее, чем кажется на первый взгляд.
Слабое звено любой 3D-модели — это границы между слоями
В FDM-печати пластик выкладывается слоями один на другой. Слой горячего пластика словно склеивается с предыдущим, но именно в месте их соединения изделие обычно и ломается.
Конечно, на прочность влияет и сам материал, и конструкция детали, но ключевой момент — как нагрузка ложится на эти самые слои. Чем больше площадь соприкосновения между ними, тем крепче получится изделия.
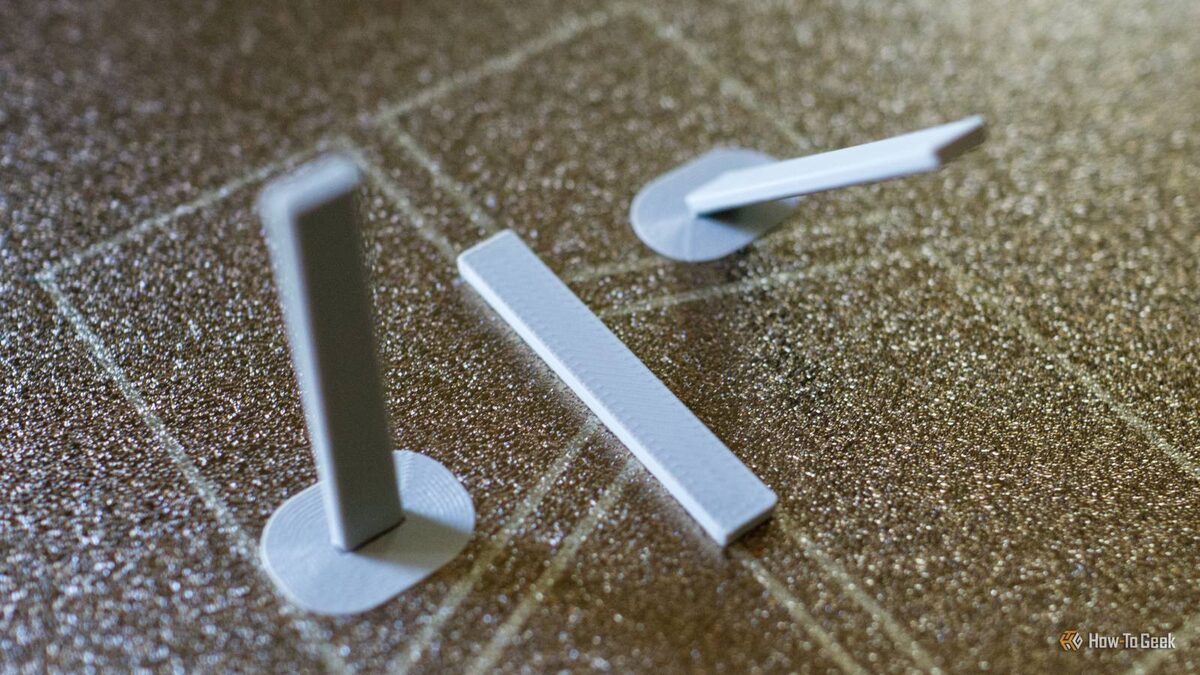
Для примера я напечатал прямоугольники со 100% заполнением. Первый вариант поставил вертикально:

Если руками нажать на такую деталь с двух сторон, она легко ломается — именно по линиям слоев, ведь их площадь соприкосновения здесь минимальна:
А следующий экземпляр я положил на стол, одной плоскостью вниз:
Здесь слои крепятся вдоль всей длины детали, за счет чего она становится в разы прочнее. Даже под нагрузкой пластик не ломается, а только чуть-чуть гнется:
Прочность модели напрямую зависит от того, как вы ее развернете в слайсере
Печать всегда начинается с нижнего слоя и поднимается вверх — именно так это отображается в слайсере перед стартом. Почти любую модель можно развернуть так, чтобы она стала куда крепче.
Если вы скачали готовую модель, автор, возможно, уже выбрал оптимальную ориентацию, но это не мешает поискать свой вариант. Когда делаю модель сам, я могу полностью контролировать, как она ляжет на столе, и часто получаю изначально прочную деталь.
Почти любой слайсер позволяет вращать и перемещать модель свободно. С помощью функции «Лечь на грань» можно одним кликом повернуть нужную сторону вниз. Автоматическая ориентация иногда помогает, но всё-таки только я знаю, где на самом деле будет приходиться основная нагрузка при использовании детали.
Очень важно заранее представить, с какой стороны на деталь будет давление — например, крючок держит вещь сверху, ручку тянут в бок, а сложная деталь может испытывать нагрузку в разных направлениях. В таких случаях приходится искать компромисс.
Когда стоит печатать под углом 45° и зачем это вообще нужно?
Идеальный вариант — максимально увеличить площадь соприкосновения слоев, но если модель будет нагружаться с разных сторон, приходится жертвовать частью прочности ради универсальности.
Чтобы нагрузка распределялась между слоями равномерно, очень здорово помогает печать под углом 45°. В этом случае поверхность соприкосновения увеличивается сразу в нескольких направлениях, и ваша деталь становится куда более стойкой к разным видам усилий.
Для иллюстрации я напечатал прямоугольник под углом 45°. Несмотря на то, что он получился довольно тонким, здесь слои держатся друг за друга значительно лучше, чем в первом вертикальном варианте:
В идентичном тесте на излом эта деталь оказалась прочнее вертикальной, но слегка уступила той, что лежала всей гранью на столе. Если мне нужна по-настоящему устойчивая к нагрузкам вещь, я почти всегда выбираю печать под углом.
Важно поймать правильный угол — иногда приходится ставить, например, куб на угол, и для лучшего прилипания я даже слегка срезаю одну грань:
Печать под углом иногда требует поддержки и дополнительного слоя «прилипала». Тестовую модель мне удалось напечатать только с «бримом» — слайсер добавил его автоматически. Для крупных деталей часто нужны и поддержки, чтобы выступающие части не провисали.
Такой способ — это всегда компромисс: потратив чуть больше пластика и времени сначала, вы сэкономите массу сил и ресурсов в будущем. Поверьте, переделывать сломавшуюся хлипкую деталь куда обиднее!
3D-принтеры — это поистине крутая техника, но у них есть одна серьёзная проблема: если что-то сделано неправильно, отходов бывает очень много, особенно при многоцветной или сложной печати.
Если вам понравилась эта статья, подпишитесь, чтобы не пропустить еще много полезных статей!
Премиум подписка - это доступ к эксклюзивным материалам, чтение канала без рекламы, возможность предлагать темы для статей и даже заказывать индивидуальные обзоры/исследования по своим запросам!Подробнее о том, какие преимущества вы получите с премиум подпиской, можно узнать здесь
Также подписывайтесь на нас в:
- Telegram: https://t.me/gergenshin
- Youtube: https://www.youtube.com/@gergenshin
- Яндекс Дзен: https://dzen.ru/gergen
- Официальный сайт: https://www-genshin.ru